熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


緊固件作為常見的機械零部件,在工作中可能會出現裂紋、腐蝕、凹坑以及人為損傷等缺陷,將嚴重威脅著現有結構的安全性和可靠性。以汽車為例,串聯起汽車關鍵零部件的緊固件一旦腐蝕斷裂失效,輕則汽車故障,重則出現人員傷亡。在這個對緊固件的質量要求日益嚴苛的時代,高精度檢測,已成為緊固件原材料挑選及生產制造的必要工序!

因此,在緊固件廠必要設立表面缺陷檢測工位,并安排相應的技術人員,對生產的固件進行表面缺陷檢測。那么緊固件表面缺陷種類有哪些呢?其產生的原因以及檢測的依據又是什么呢?
緊固件常見缺陷類型及檢測要點
汽車零部件-螺栓為例,從設計出圖到制品,要經歷一系列工藝流程,流程中存在眾多復雜因素,極有可能形成某種缺陷,若這些缺陷未被檢測發現,或檢測手段落后而發現不了,或技術標準不合理等,使得原本不應該流入市場的不合格品成為商品,從而成為在后續裝配服役過程中失效的潛在因素。汽車零部件常見缺陷可以分為:工藝缺陷、原材料缺陷。
制造工藝產生的缺陷
成形工藝不當造成的工藝缺陷種類較多,例如,成形工藝不當所致粗晶或晶粒不均勻、成形工藝不當所致螺紋流線分布不順或穿流、螺紋滾壓工藝不當造成缺陷、加工藝不當造成的缺陷、成形工藝不當導致裂紋、熱處理工藝不當導致淬火裂紋等。
① 淬火裂縫
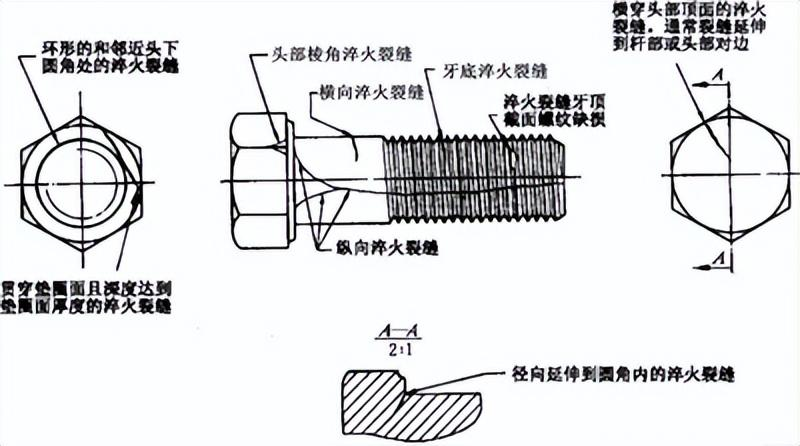
淬火裂縫示意圖
產生原因:在熱處理過程中,由于過高的熱應力和應變,都可能產生淬火裂縫。淬火裂縫通常是不規則相交、無規律方向的呈現在緊固件表面。檢測要求:任何深度、任何長度或任何部位的淬火裂縫都不允許存在。
② 鍛造裂縫
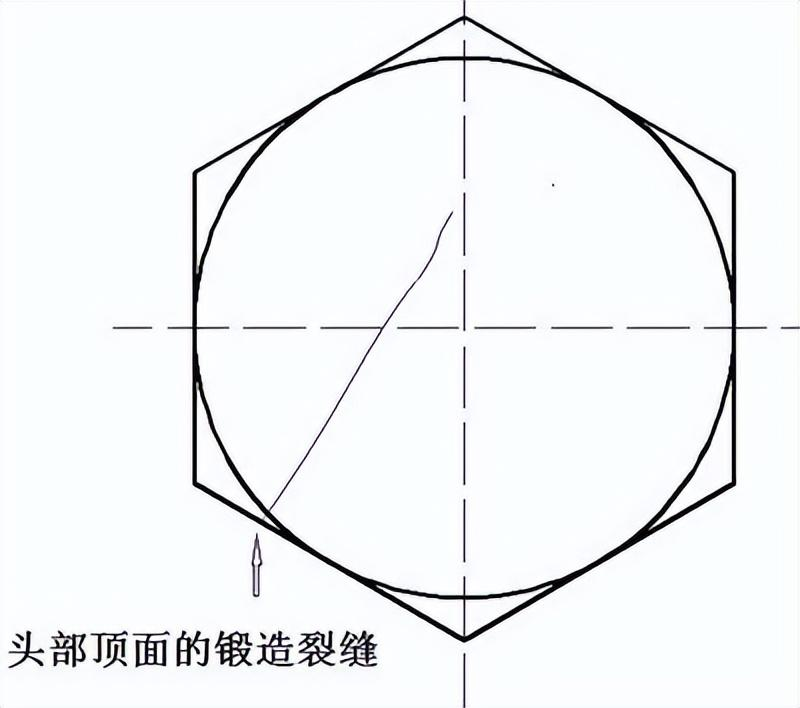
鍛造裂縫示意圖
產生原因:鍛造裂縫可能在切料或鍛造工序中產生,并位于螺栓和螺釘的頭部頂面,以及凹穴頭部隆起部分。檢測要求:鍛造裂縫的長度L :L≤d;鍛造裂縫的深度或者寬度 b:b≤0.04d;d---螺紋公稱直徑。
③ 鍛造爆裂
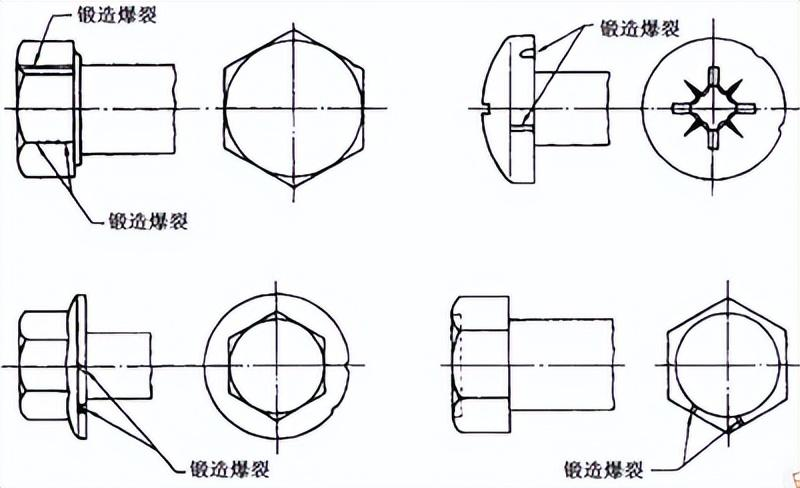
鍛造爆裂示意圖
產生原因:在鍛造過程中可能產生鍛造爆裂,例如在螺栓和螺釘六角頭的對角上,或在法蘭面或圓周上,或在凹穴頭部隆起部分出現。檢測要求:六角頭及六角法蘭面螺栓和螺釘:六角法蘭面螺栓和螺釘的法蘭面上的鍛造爆裂,不應延伸到頭部頂面的頂圓(倒角圓)或頭下支承面內。
對角上的鍛造爆裂,不應使對角寬度減小到低于規定的最小尺寸。螺栓和螺釘凹穴頭部隆起部分的鍛造爆裂,其寬度不應超過 0. 06d 或深度低于凹穴部分。圓頭螺栓和螺釘及六角法蘭面螺栓:螺栓和螺釘及六角法蘭面和圓頭圓周上的鍛造爆裂的寬度,不應超過下列極限:≤0.08dc(或 dk) (只有一個鍛造爆裂時) ;≤0.04dc(或 dk)(有兩個或更多的鍛造爆裂時,其中有一個允許到 0.08dc 或 dk,其中d ---螺紋公稱直徑;dc---頭部或法蘭直徑;dk---頭部直徑。
④ 剪切爆裂
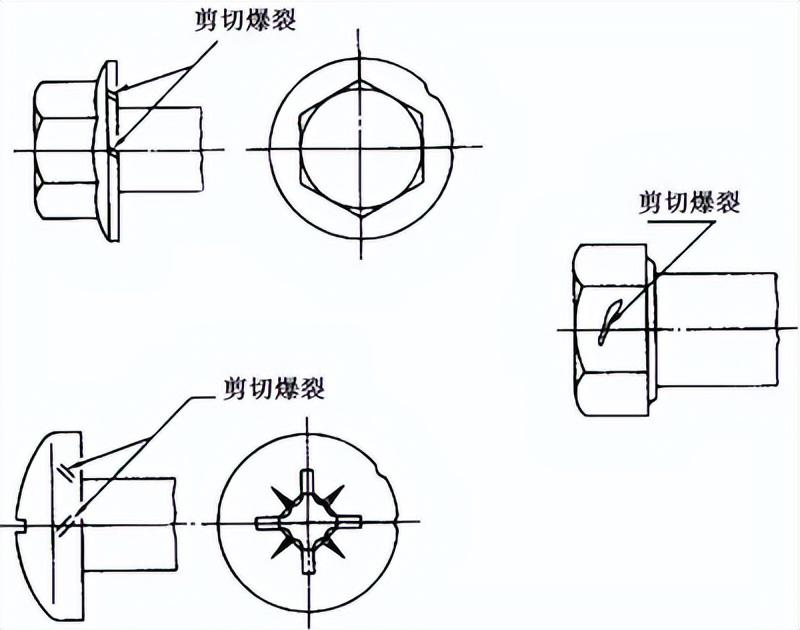
剪切爆裂示意圖
產生原因:在鍛造過程中可能產生剪切爆裂,例如在圓頭或法蘭面產品的圓頭或法蘭面的周圍出現,通常和產品軸心線約成 45°。也可能產生在六角產品的對邊平面上。檢測要求:六角頭及六角法蘭面螺栓和螺釘:六角法蘭面螺栓和螺釘的法蘭面上的剪切爆裂,不應延伸到頭部頂面的頂圓(倒角圓)或頭下支承面內。對角上的剪切爆裂,不應使對角寬度減小到低于規定的最小尺寸。
螺栓和螺釘凹穴頭部隆起部分的鍛造爆裂,其寬度不應超過 0. 06d 或深度低于凹穴部分。
圓頭螺栓和螺釘及六角法蘭面螺栓:螺栓和螺釘及六角法蘭面和圓頭圓周上的剪切爆裂的寬度,不應超過下列極限:≤0.08dc(或 dk) (只有一個剪切爆裂時) ;≤0.04dc(或 dk)(有兩個或更多的剪切爆裂時,其中有一個允許到 0.08dc 或 dk ,其中d ---螺紋公稱直徑;dc---頭部或法蘭直徑;dk---頭部直徑。
原材料的缺陷
原材料缺陷主要包括表面裂紋、表面折疊、表面脫碳、表面粗晶環等。
① 原材料的裂紋和條痕
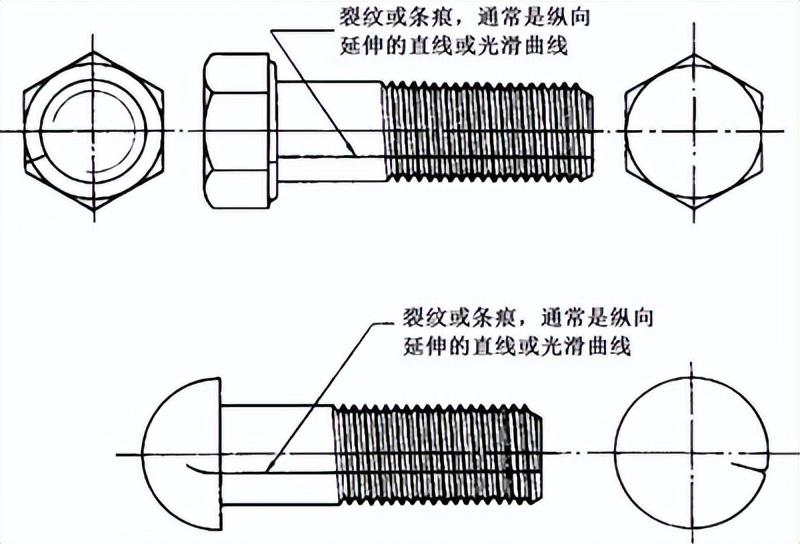
原材料的裂紋和條痕示意圖
產生原因:原材料的裂紋和條痕通常是沿螺紋、光桿或頭部縱向延伸的一條細直線或光滑曲線的缺陷。裂紋和條痕通常是制造緊固件的原材料中固有的缺陷。檢測要求:裂紋或條痕的深度:≤0.03d。如果裂紋或條痕延伸到頭部,則不應超出對鍛造爆裂規定的寬度和深度的允許極限,d為螺紋公稱直徑。
② 凹痕
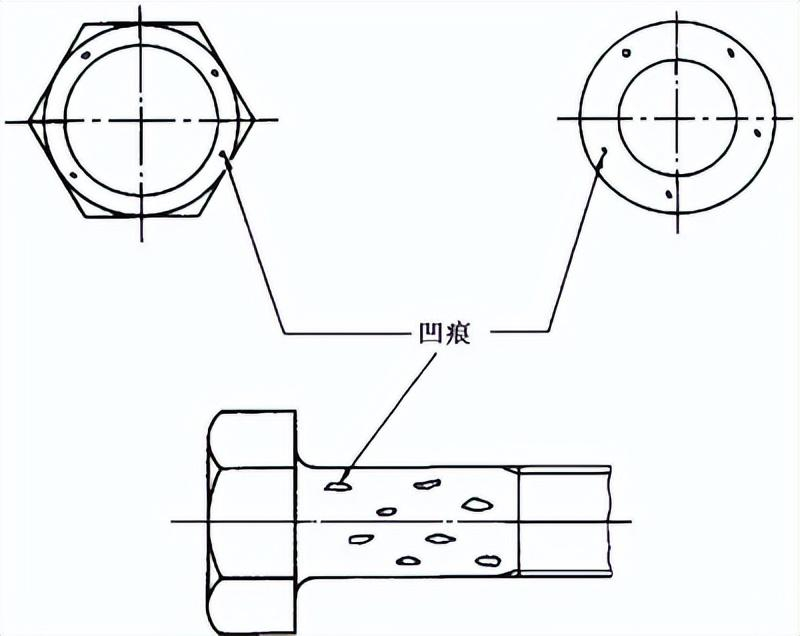
凹痕示意圖
產生原因:凹痕是在鍛造或鐓鍛過程中,由于金屬未填滿而呈現在螺栓或螺桿表面上的淺坑或凹陷。凹痕是由切屑或剪切毛刺或原材料的銹層造成的痕跡或壓印,并在鍛造或鐓鍛工序中未能消除。檢測要求:凹痕的深度 h:h≤0.02d(最大值為 0.25mm)。凹痕的面積:支承面上凹痕面積之和,不應超過支承面總面積的 10%。d為螺紋公稱直徑。
③ 皺紋
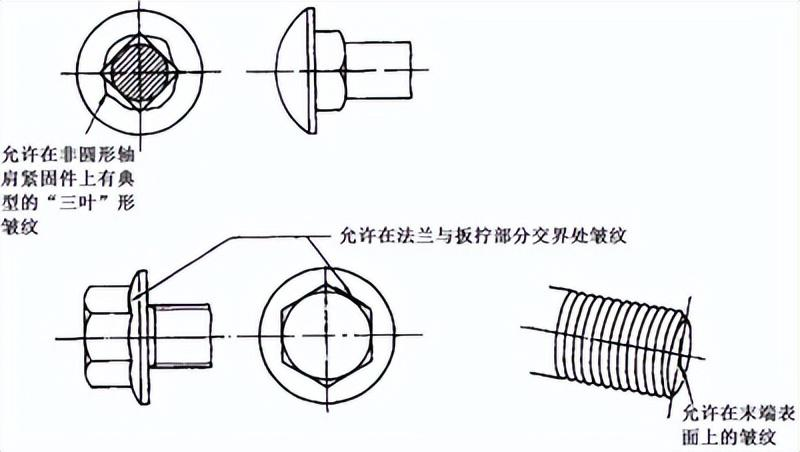
皺紋示意圖
產生原因:皺紋是在鍛造過程中,呈現在緊固件表面的金屬折疊。在鐓鍛的一次沖擊過程中,由于體積不足和形狀不一造成材料的位移而產生皺紋。檢測要求:位于或低于支撐面的內拐角上不允許有皺紋,但在上述圖示或產品標準中特殊允許者例外。在外拐角上的皺紋允許存在。
④ 切痕
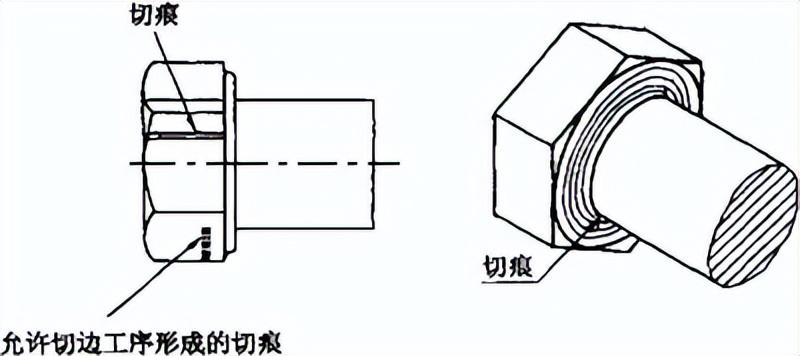
切痕示意圖
產生原因:切痕是縱向或周向方向淺的溝槽,在鐓鍛的一次沖擊過程中,由于體積不足和形狀不一造成材料的位移而產生皺紋。檢測要求:在光桿、圓角或支承面上,由于加工產生的切痕,其表面粗糙度不應超過Ra=3.2μm。
基于機器視覺技術的檢測方法
在工業4.0時代,針對市場緊固件生產越來越趨于精密化,而用人成本不斷增高,人工效率及穩定性也不高,誤檢、漏檢比率高。目前市場,推出基于機器視覺的檢測方法,檢測原理是通過CCD相機拍照,軟件進行圖像分析,這種方法高效、高速、非接觸的檢測。
例如螺絲螺母螺紋檢測,對于品質要求極為嚴格,大多廠家主要采用的是機械檢測方法。常用的有螺紋量規、工具顯微鏡、和其他通用量儀等,這些方法都是手工進行的,不僅檢測速度慢、檢測精度低,而且,螺絲螺母的使用量一般都很大,都是大批量生產。這時外觀檢測依靠人工是完全應付不過來的,所以只能采用機器視覺檢測設備來進行品質檢測。

但也往往會存在一些檢測難點,如產品位置和角度隨機,且相機需要傾斜拍攝才能看到一邊的螺絲孔側面,不同位置的特征有一定視差,傳統視覺算法難以準確定位和檢測螺紋。

檢測要求螺紋結構是生產生活中十分常見的工件結構,常常被用來進行物體固定和拼裝。螺紋結構是否完整,螺紋有無缺損往往能夠影響產品能否正常使用,是產品完美出廠的重要零部件。
在檢測中,一般是想要測量產品部件上螺絲孔內螺紋的完整性和可用性:能夠正確的檢測到被測工件有無內螺紋。控制器的檢測速度控制在0.5S之內。當檢測出有不合格產品時,輸出報警信號到PLC。能準確識別螺孔中是否有螺紋,如有螺紋,執行OK信號同時產品進入下一工序檢測;如果螺孔中沒有螺紋或沒有開孔,輸出報警信號給機械執行機構以NG剔除此次品。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
