熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A


一、主頁(yè)主界面
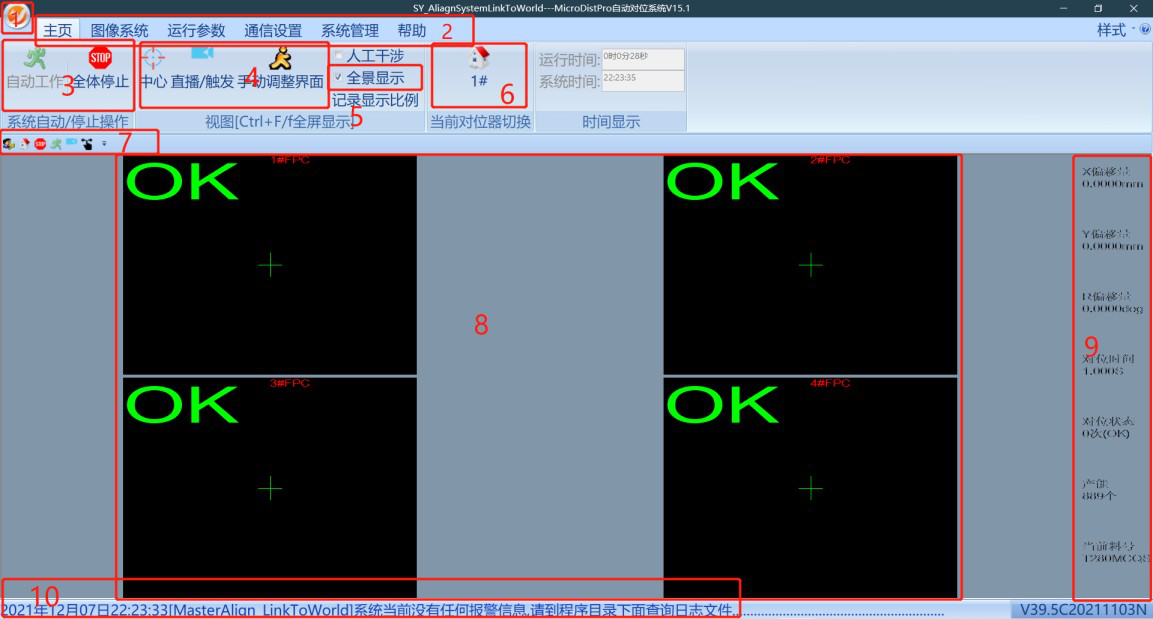
1、快捷按鈕;
2、菜單;
3、啟動(dòng)、停止;
4、界面顯示;
5、全景顯示(全工位)、單工位顯示切換;
6、切換當(dāng)前主工位;
7、快捷操作;
8、圖像顯示區(qū)域:
9、當(dāng)前主工位對(duì)位參數(shù)信息;
10、報(bào)警狀態(tài)欄(需所有工位均經(jīng)過一次無報(bào)警生產(chǎn),狀態(tài)欄才會(huì)顯示藍(lán)色無報(bào)警狀態(tài))。
1. 快捷按鈕

。
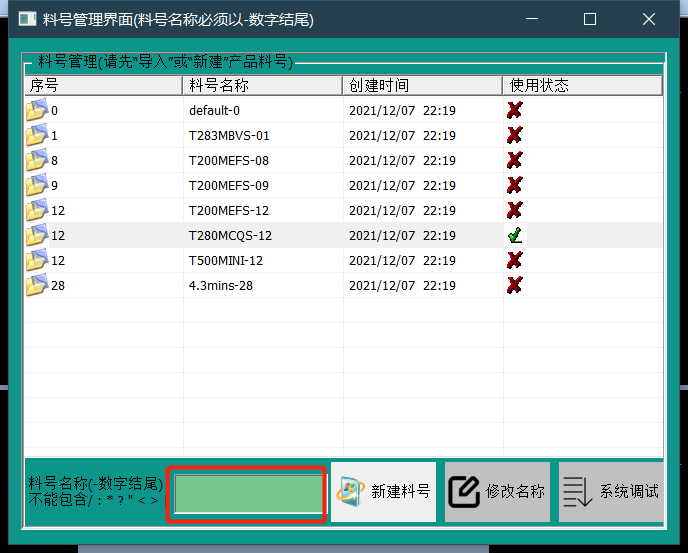
進(jìn)入料號(hào)管理頁(yè)面:
1:雙擊左鍵:將當(dāng)前選擇的料號(hào)導(dǎo)入為當(dāng)前使用的料號(hào)
2:雙擊右鍵:將當(dāng)前選擇的料號(hào)進(jìn)行刪除。(不可恢復(fù))
3:在框內(nèi)填入需要新建的料號(hào)名稱,后點(diǎn)擊“新建料號(hào)”,會(huì)創(chuàng)建一個(gè)新的料號(hào),并將當(dāng)前使用的料號(hào)所有數(shù)據(jù)復(fù)制到新料號(hào)內(nèi)。點(diǎn)擊“修改名稱”會(huì)將當(dāng)前選擇的料號(hào)名稱改為您所填入的新料號(hào)名稱。
料號(hào)名稱以“ -數(shù)字”結(jié)尾,不能包括“/ : ? “ < >”這些符號(hào),“-數(shù)字”數(shù)字會(huì)被系統(tǒng)默認(rèn)為當(dāng)前建立的產(chǎn)品的序號(hào)。
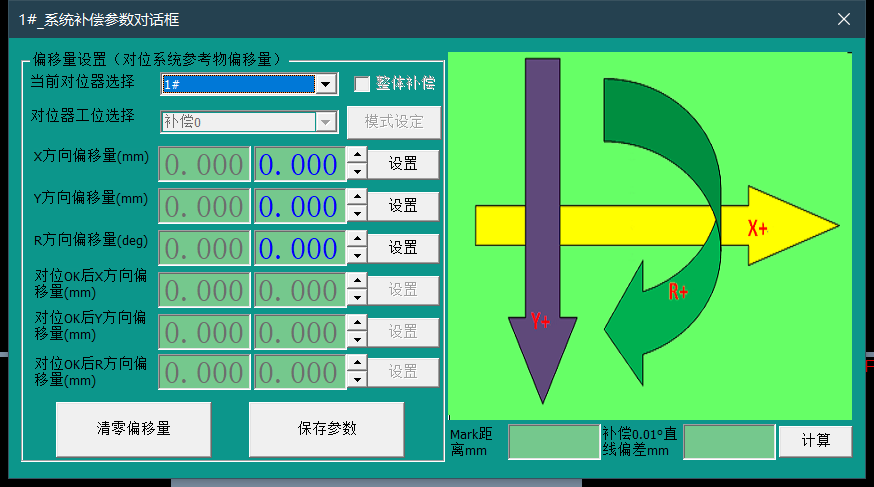
1:當(dāng)前對(duì)位器選擇:選擇需要補(bǔ)償?shù)墓の弧?/p>
2:補(bǔ)償:在相對(duì)應(yīng)的方向右邊藍(lán)色字體點(diǎn)擊后可填寫補(bǔ)償量,填寫完成后點(diǎn)擊“設(shè)置”后點(diǎn)擊下方的“保存參數(shù)”右側(cè)為補(bǔ)償方向示意圖。
**后續(xù)更新軟件只需要點(diǎn)擊“設(shè)置”即可,無保存參數(shù)按鈕。補(bǔ)償為增量補(bǔ)償,比如原本補(bǔ)償為 1,在右側(cè)輸入“-0.05”后點(diǎn)擊“設(shè)置”補(bǔ)償值會(huì)變成“0.95”。
3:清零偏移量:點(diǎn)擊后會(huì)將當(dāng)前工位補(bǔ)償值清零。
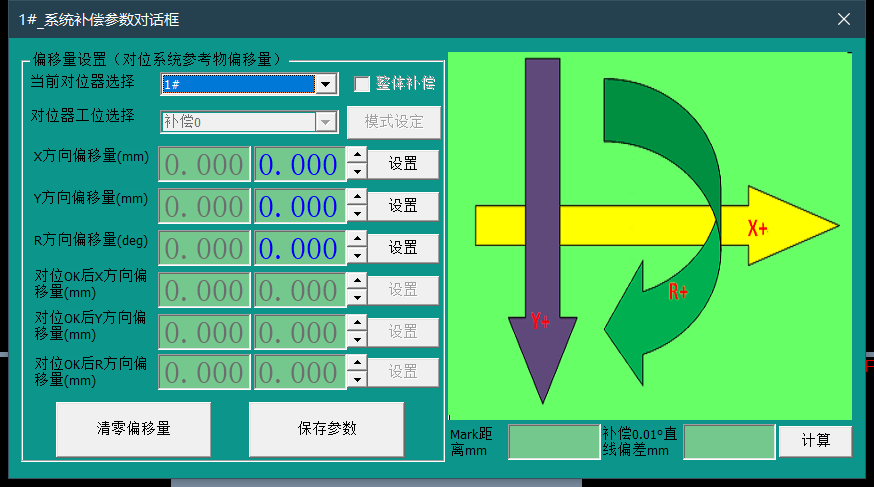
該功能本設(shè)備無需使用。
二、圖像系統(tǒng)
1、圖像名稱:選擇當(dāng)前工位的相對(duì)應(yīng)通道;
2、系統(tǒng)調(diào)試:進(jìn)入模板學(xué)習(xí)頁(yè)面;
3、抓取 mark 測(cè)試:對(duì)當(dāng)前工位當(dāng)前通道進(jìn)行抓取測(cè)試;
4、候補(bǔ)模板登錄:設(shè)置候補(bǔ)模板;
5、離線導(dǎo)圖:導(dǎo)入、導(dǎo)出離線圖像;
6、相機(jī)設(shè)置:設(shè)置相機(jī)參數(shù);
7、光源設(shè)置、測(cè)量:該功能本設(shè)備無需使用。

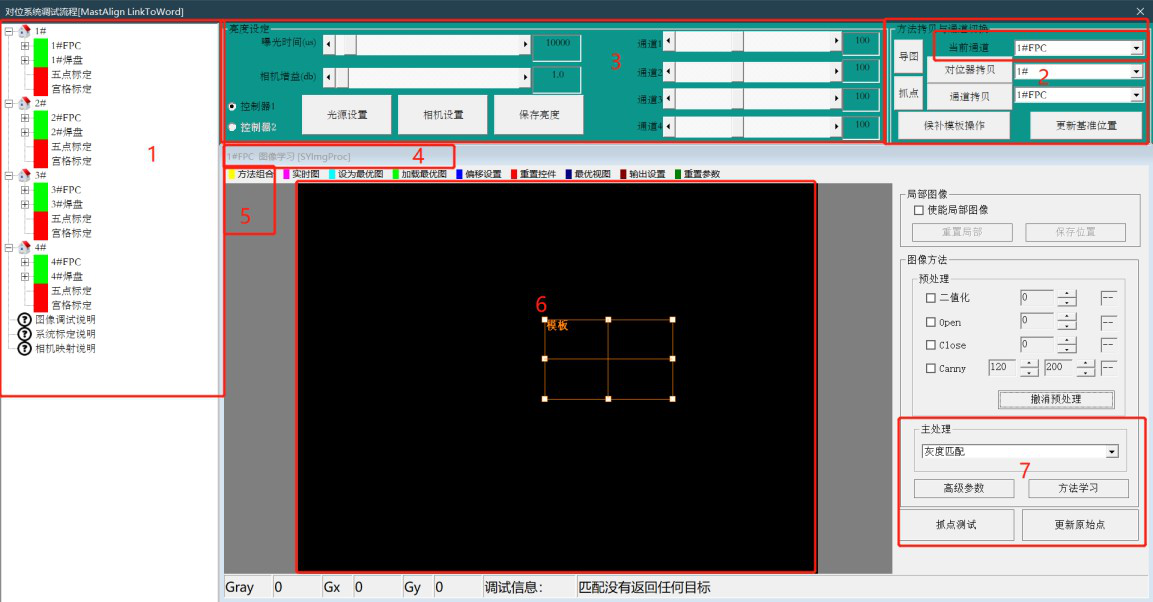
2.1 系統(tǒng)調(diào)試
1、所有工位、所有通道顯示:可通過點(diǎn)擊左側(cè)“+”“-”來進(jìn)行展開、收起。點(diǎn)擊選中任意通道,及將所選擇的通道切為當(dāng)前通道。點(diǎn)擊選擇后圖示位置“4”“2”會(huì)顯示點(diǎn)擊選擇的通道;
2、方法拷貝及通道切換:
對(duì)位器拷貝:將當(dāng)前通道的圖像方法拷貝到下方選擇的對(duì)位器。通道拷貝:將當(dāng)前通道的圖像方法拷貝到下方選擇的通道。
候補(bǔ)模板操作:見下文。
3、更新基準(zhǔn)位置:將當(dāng)前通道,當(dāng)前圖像抓取到的 mark 點(diǎn)更新為基準(zhǔn)位置。焊盤需要更新,fpc 無需更新,焊盤更新后需注意焊接位是否正常;
**焊盤更新基準(zhǔn)位置是作為對(duì)位成功后前往焊接的焊接位進(jìn)行補(bǔ)償。更新后如有焊接不對(duì)的需注意下料方向是否正確,不正確可通過設(shè)備機(jī)械改變焊接基準(zhǔn)位來調(diào)整,如補(bǔ)償方向反了,越來越大了,需到“運(yùn)行參數(shù)”“高級(jí)參數(shù)設(shè)置”里進(jìn)行“目標(biāo) X、Y 對(duì)位取反”進(jìn)行一個(gè)取反。
4、當(dāng)前選擇的圖像通道;
5、方法組合:選擇顯示的工具;見下文;
6、當(dāng)前通道圖像;
7、圖像處理方式:見下文。
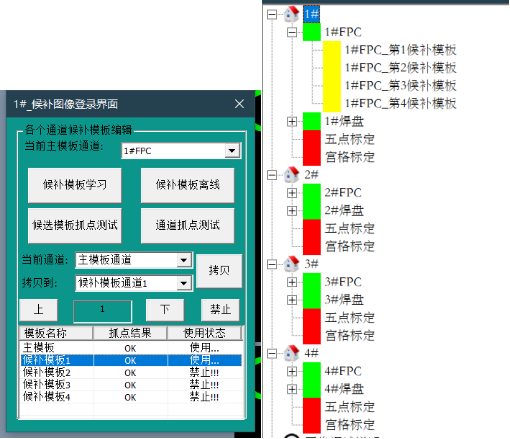
1、當(dāng)前主模板通道:選擇需要操作的當(dāng)前工位的通道;
2、點(diǎn)擊選中要開啟使用的候補(bǔ)模板位置,點(diǎn)擊“啟用”即為可以選擇啟用;
3、候補(bǔ)模板學(xué)習(xí):點(diǎn)擊后進(jìn)入您當(dāng)前選擇的候補(bǔ)模板進(jìn)入模板學(xué)習(xí);
4、候補(bǔ)模板離線:導(dǎo)入離線圖像,學(xué)習(xí)模板。也可在系統(tǒng)調(diào)試頁(yè)面展開相對(duì)應(yīng)工位以及相對(duì)應(yīng)通道,點(diǎn)擊相對(duì)應(yīng)候補(bǔ)模板進(jìn)入學(xué)習(xí);
5、候補(bǔ)模板抓點(diǎn)測(cè)試:對(duì)當(dāng)前選擇的候補(bǔ)模板進(jìn)行抓點(diǎn)測(cè)試;
6、通道抓點(diǎn)測(cè)試:對(duì)該通道的所有模板(主模板、所有候補(bǔ)模板進(jìn)行抓點(diǎn)測(cè)試,搜到為止);
7、拷貝:從當(dāng)前通道拷貝到您選擇的通道。
2.1.5.方法組合:
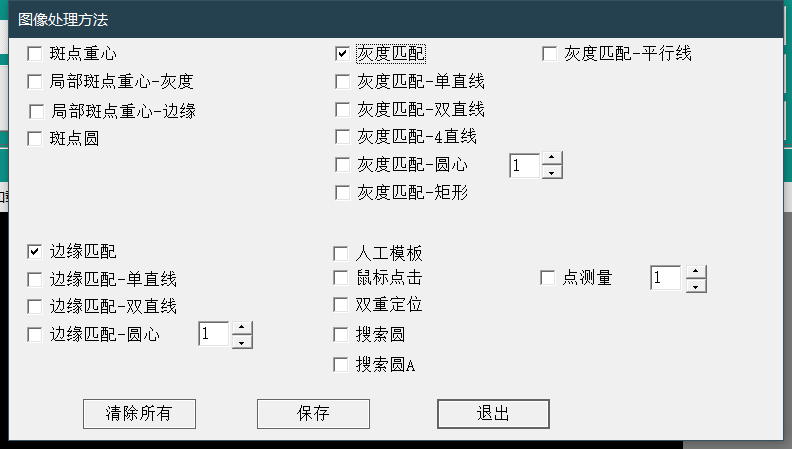
點(diǎn)擊【方法組合】,選擇您需要的工具:選擇后點(diǎn)擊‘保存’,在主處理中即可選擇您想用的工具。
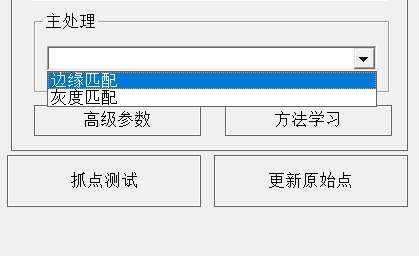
邊緣匹配,通過計(jì)算與模板的輪廓相似度在圖像中尋找目標(biāo)。
通過鼠標(biāo)操作 ROI 選定模板,進(jìn)入【高級(jí)參數(shù)】設(shè)置匹配角度范圍,最小相似度分?jǐn)?shù),并可修改模板。
模板選擇
【1】在主處理下拉列表中選擇《邊緣匹配》,在圖像范圍內(nèi)將出現(xiàn)一個(gè)橙色矩形框。如未見矩形框,可點(diǎn)擊圖像上方工具欄《重置控件》。
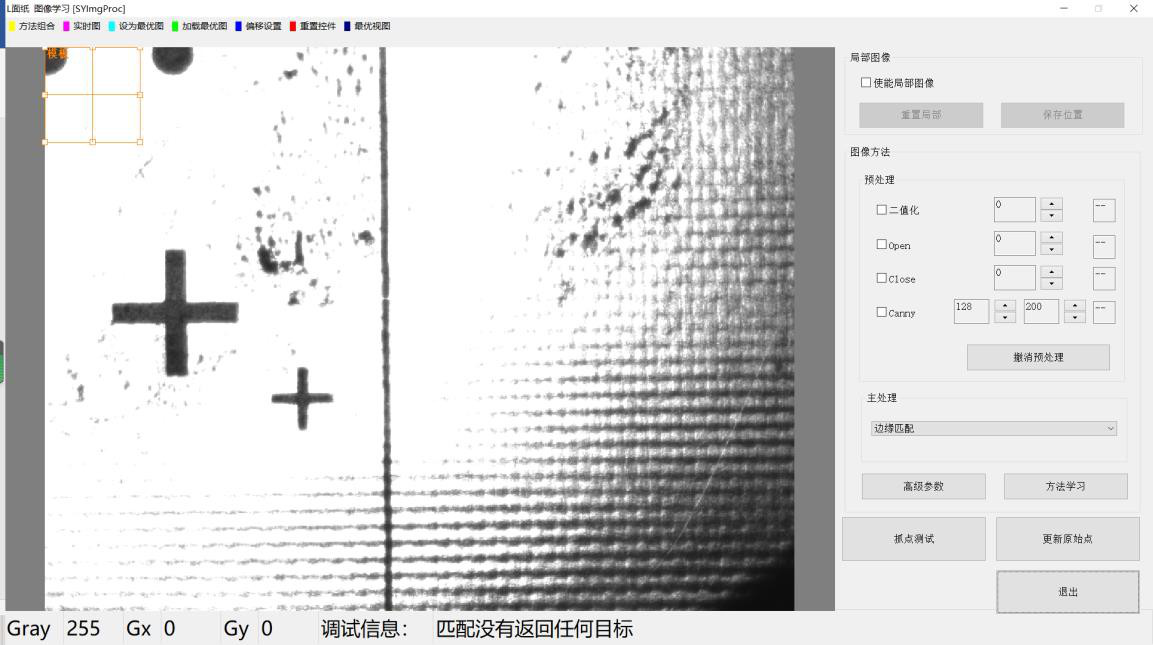
【2】通過鼠標(biāo)改變 ROI 的大小,并拖放至適當(dāng)?shù)奈恢米鳛閷W(xué)習(xí)的模板。
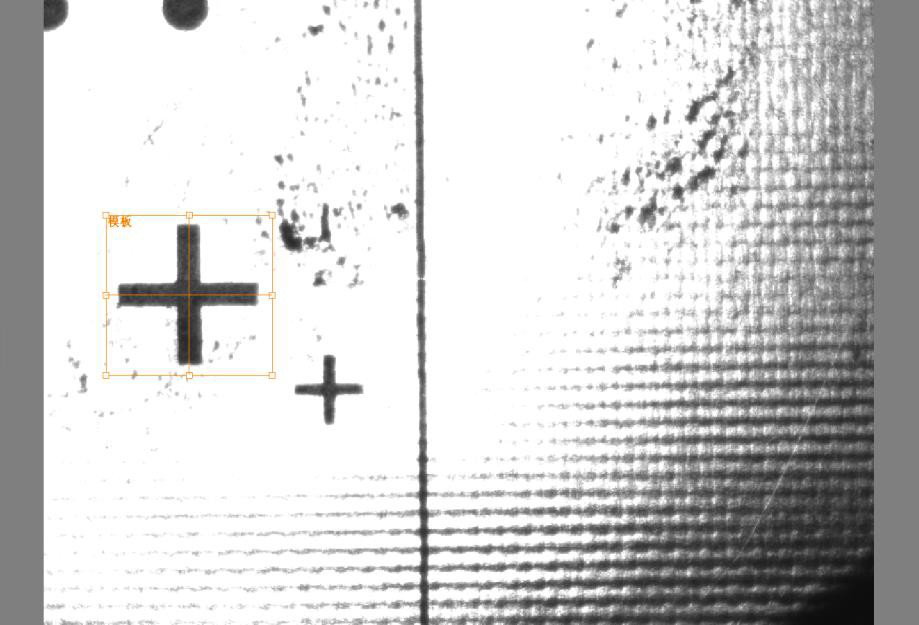
到此,模板的選擇與學(xué)習(xí)就完成了。
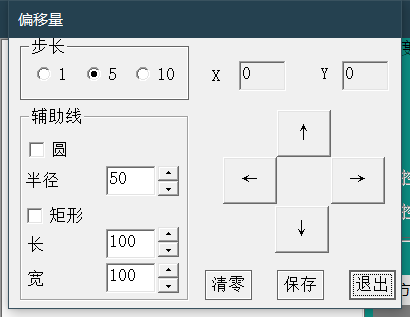
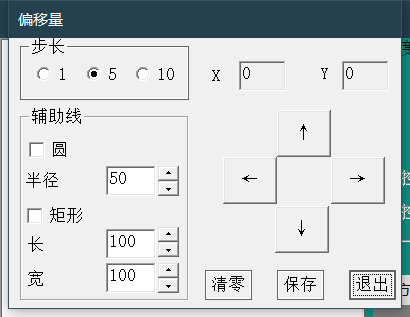
點(diǎn)擊上方【偏移設(shè)置】,即可調(diào)整模板輸出的 mark 點(diǎn)位置。調(diào)整后點(diǎn)擊保存即可。
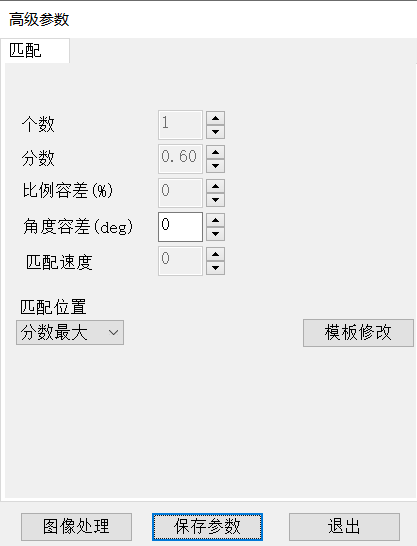
點(diǎn)擊【高級(jí)參數(shù)】進(jìn)入?yún)?shù)設(shè)置界面。
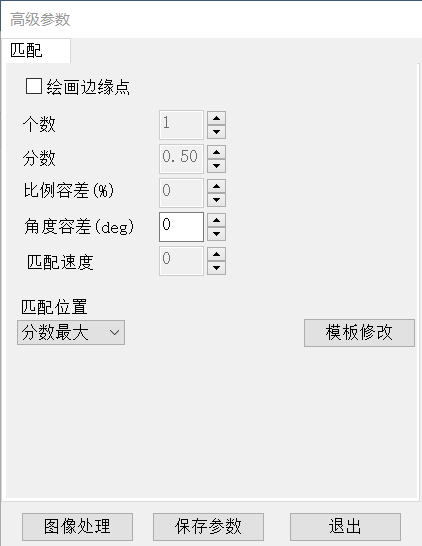
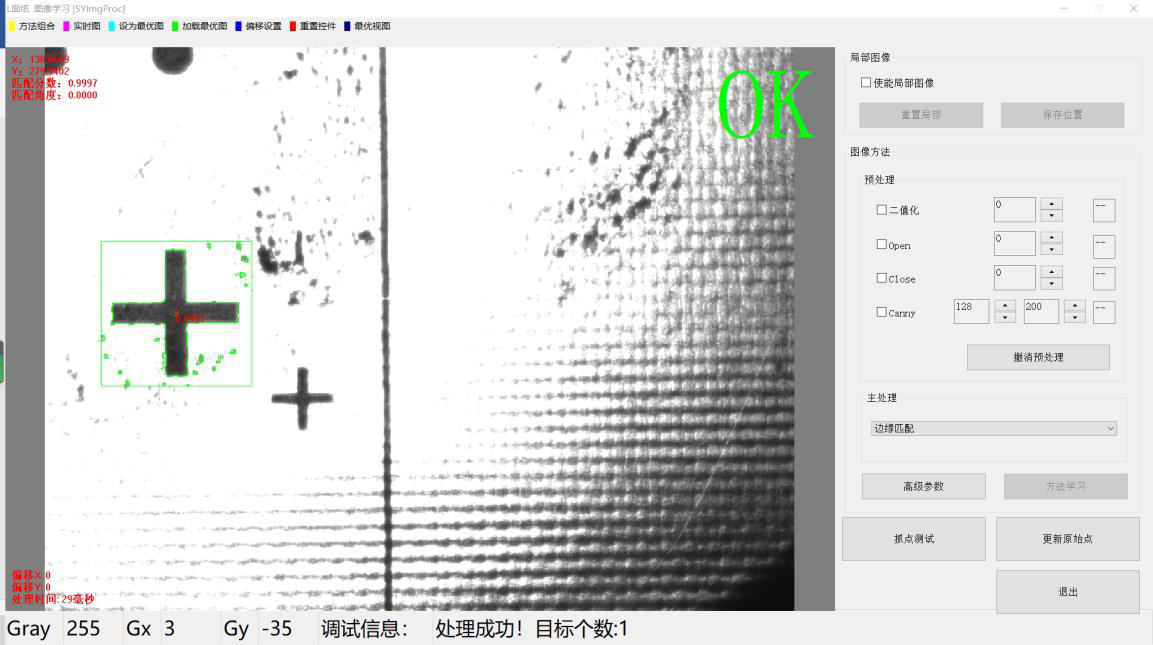
【繪畫邊緣點(diǎn)】勾選繪畫出模板邊緣輪廓,觀察匹配的準(zhǔn)確程度。




個(gè)數(shù):1 個(gè)數(shù):4
目標(biāo)與模板間的相似度分?jǐn)?shù)。分?jǐn)?shù)越高,表示目標(biāo)與模板越相似。分?jǐn)?shù)在設(shè)置值之下的目標(biāo),將會(huì)被剔除。(請(qǐng)觀察下面圖中,每個(gè)目標(biāo)的分?jǐn)?shù))


分?jǐn)?shù):0.9 分?jǐn)?shù):0.8
目標(biāo)與模板的大小比例變化時(shí),設(shè)置合適的比例容差,即可尋找大小變化的目標(biāo)。


比例容差:0% 比例容差:60%


角度容差:0 deg 角度容差:30 deg
該參數(shù)的取值范圍在[0,2]之間,一般情況下,該參數(shù)默認(rèn)為 0,表示在速度與搜索準(zhǔn)確性上達(dá)到最優(yōu)。當(dāng)圖像質(zhì)量較差,導(dǎo)致錯(cuò)誤搜索或未能搜索到目標(biāo)時(shí),調(diào)整該參數(shù)為 1 或 2,可提升搜索目標(biāo)的準(zhǔn)確性,但同時(shí)會(huì)增加搜索時(shí)間。該參數(shù)越大,搜索準(zhǔn)確性越高,但是搜索時(shí)間也越長(zhǎng)。
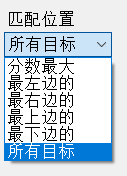
該參數(shù)提供了返回目標(biāo)的輔加選項(xiàng),可根據(jù)以下選項(xiàng)返回目標(biāo)數(shù)據(jù)。
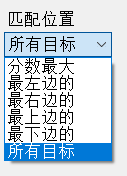
【所有目標(biāo)】:返回所有的目標(biāo)
【分?jǐn)?shù)最大】:返回所有目標(biāo)中分?jǐn)?shù)最大的目標(biāo)
【最左邊的】:返回所有目標(biāo)中位置最左邊的目標(biāo)
【最右邊的】:返回所有目標(biāo)中位置最右邊的目標(biāo)
【最上邊的】:返回所有目標(biāo)中位置最上邊的目標(biāo)
【最下邊的】:返回所有目標(biāo)中位置最下邊的
目標(biāo)舉例:


所有目標(biāo) 最左邊的
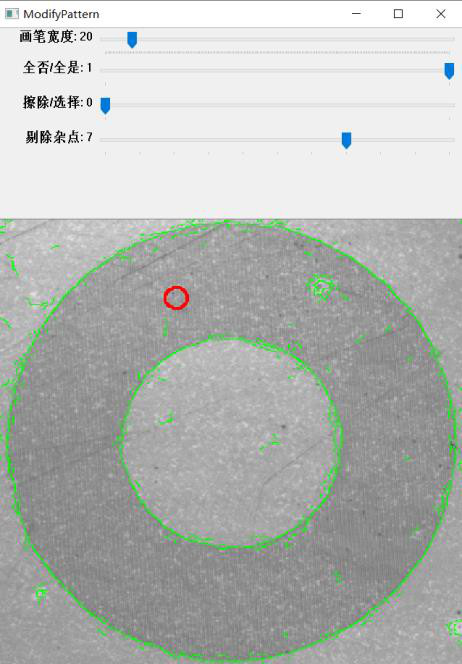
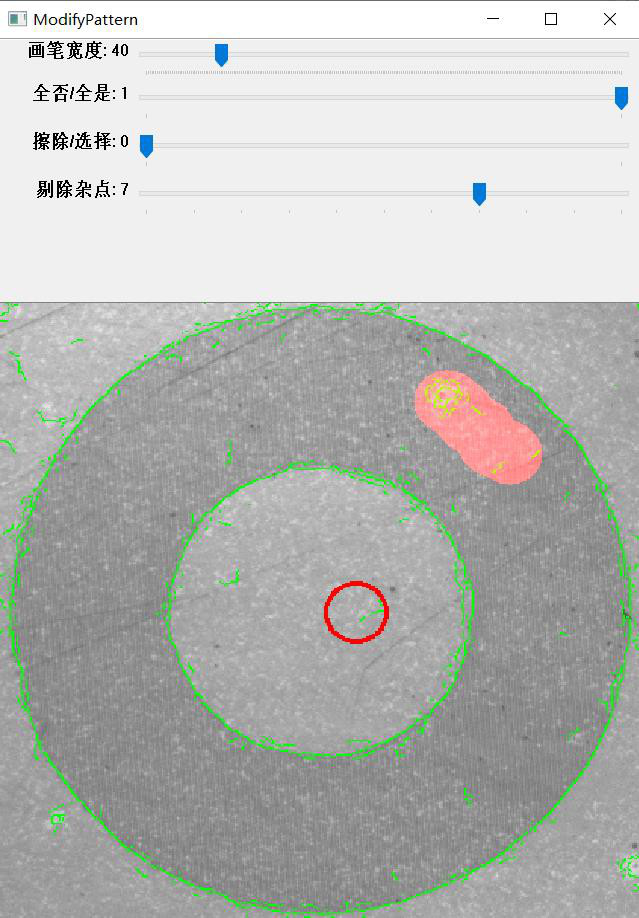
如模板存在干擾的邊緣特征點(diǎn),可以對(duì)模板輪廓進(jìn)行修改優(yōu)化,從而改善輪廓匹配搜索目標(biāo)的性能。算法在提取邊緣特征點(diǎn)時(shí),將不再考慮被涂的紅色區(qū)域內(nèi)的特征點(diǎn)。
畫筆寬度
改變鼠標(biāo)畫筆的寬度,使修改更便利。
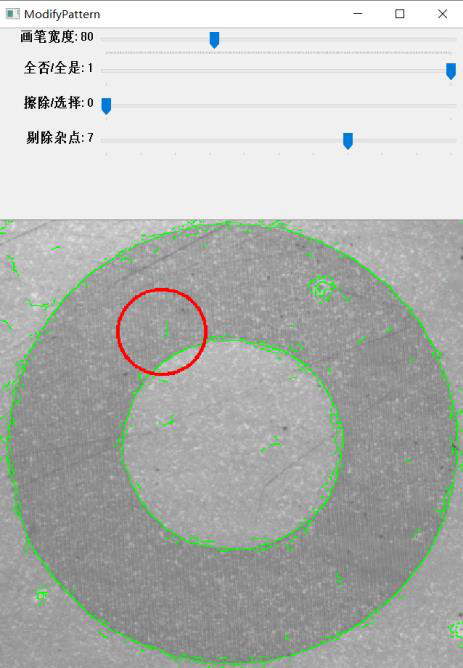
畫筆寬度:80
全否/全是
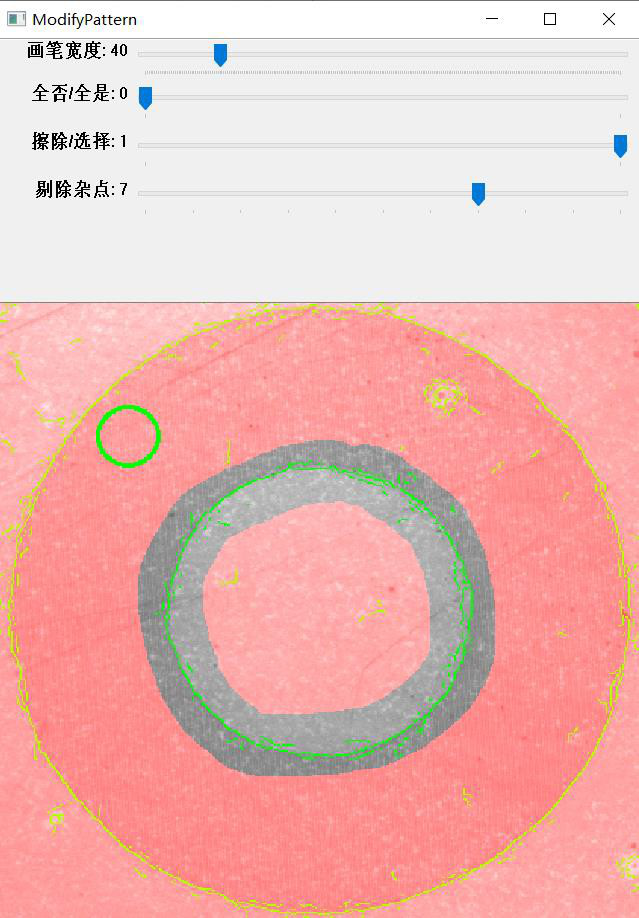
全否:即圖中所有的輪廓全部不考慮,這時(shí)配合【擦除/選擇】中的【選擇】功能快速提取需要的輪廓。
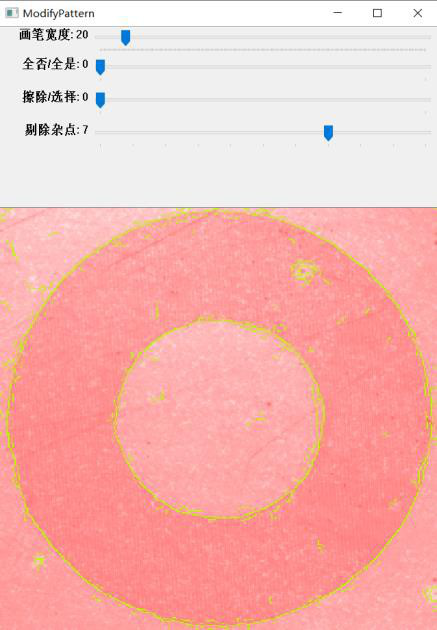
全否
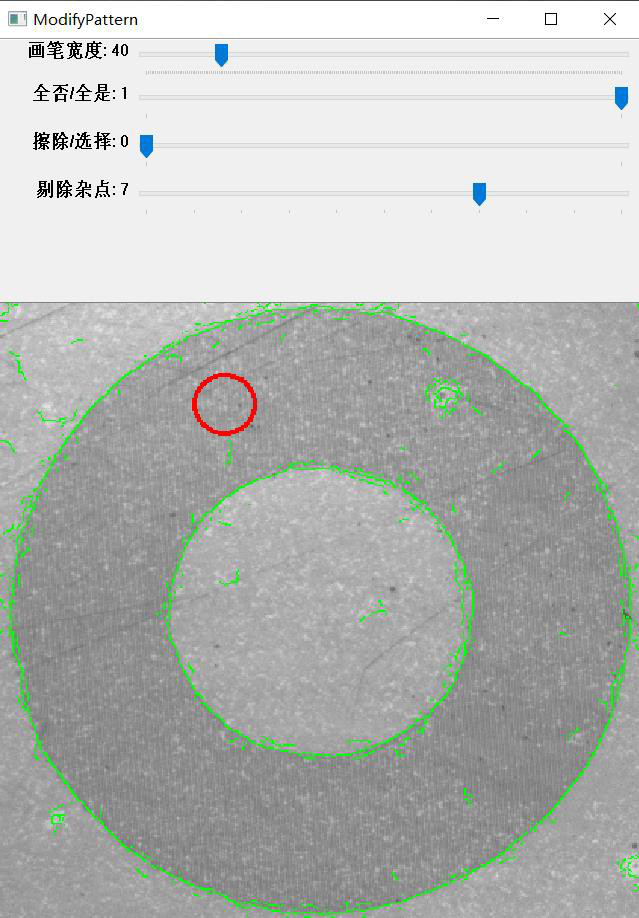
全是:即圖中所有的輪廓全部考慮,這時(shí)配合【擦除/選擇】中的【擦除】功能去除不需要的輪廓。
擦除/選擇
擦除:使用鼠標(biāo)畫筆去除不考慮的輪廓點(diǎn) 選擇:使用鼠標(biāo)畫筆選擇考慮計(jì)算的輪廓點(diǎn)
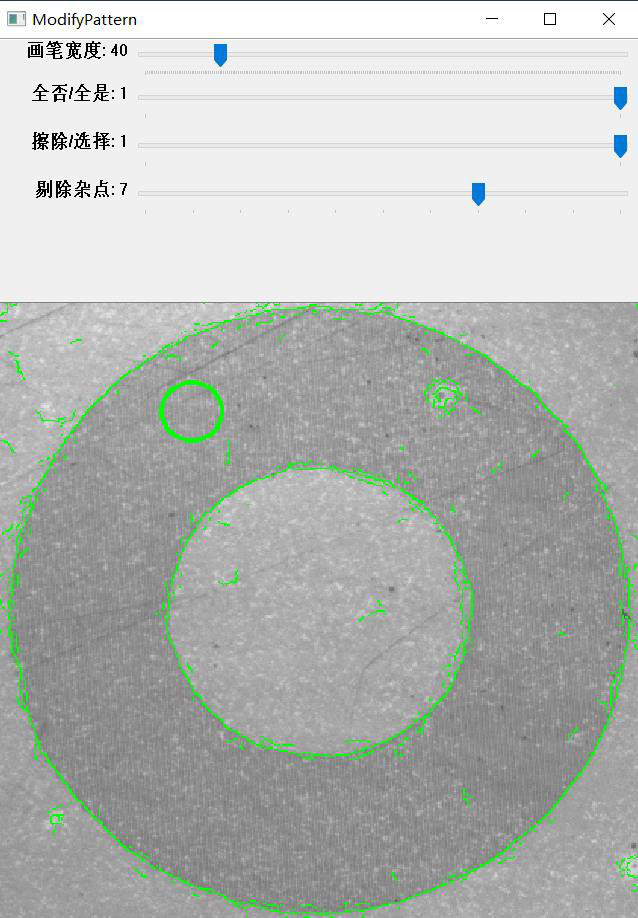
選擇:畫筆綠色
【擦除過程】
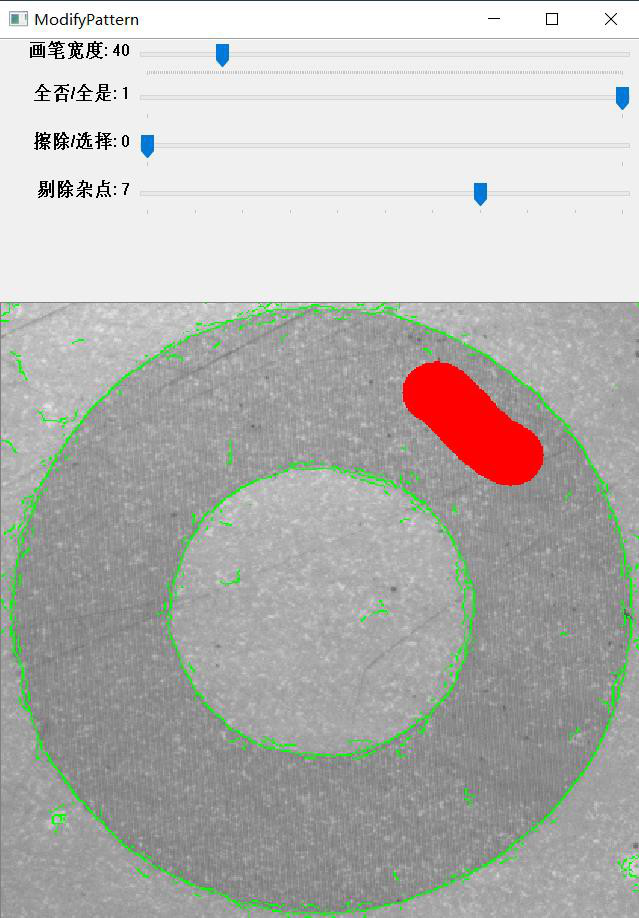
鼠標(biāo)左鍵按下并涂畫
鼠標(biāo)左鍵抬起完成擦除
【選擇過程】

鼠標(biāo)左鍵抬起完成選擇
剔除雜點(diǎn)
當(dāng)圖像的質(zhì)量較差時(shí),邊緣模糊產(chǎn)生大量的雜點(diǎn);從而增加了搜索的時(shí)間,同時(shí)影響了搜索的準(zhǔn)確性。通過調(diào)整【剔除雜點(diǎn)】去除大部分的干擾點(diǎn),優(yōu)化了模板的輪廓信息。
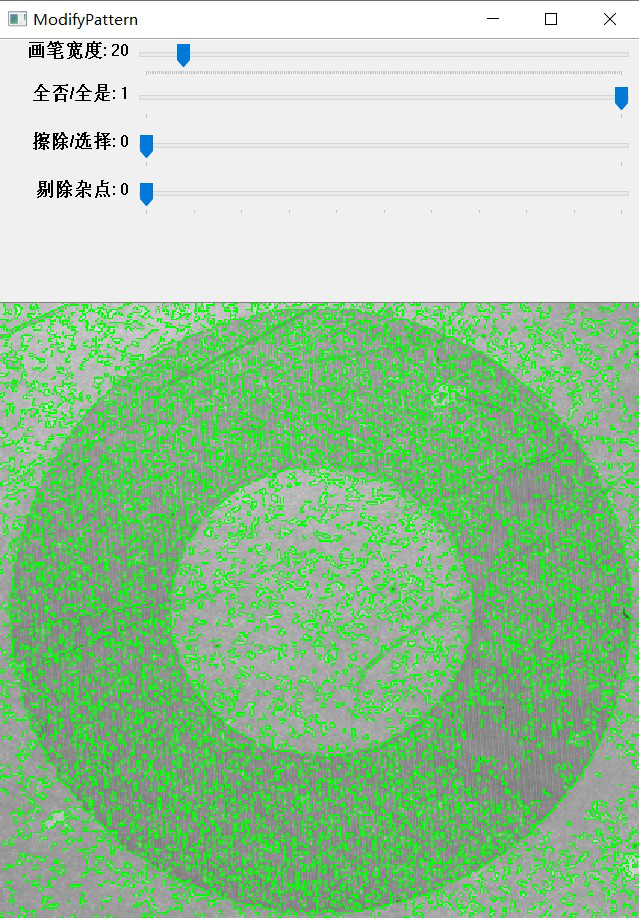
剔除雜點(diǎn):0
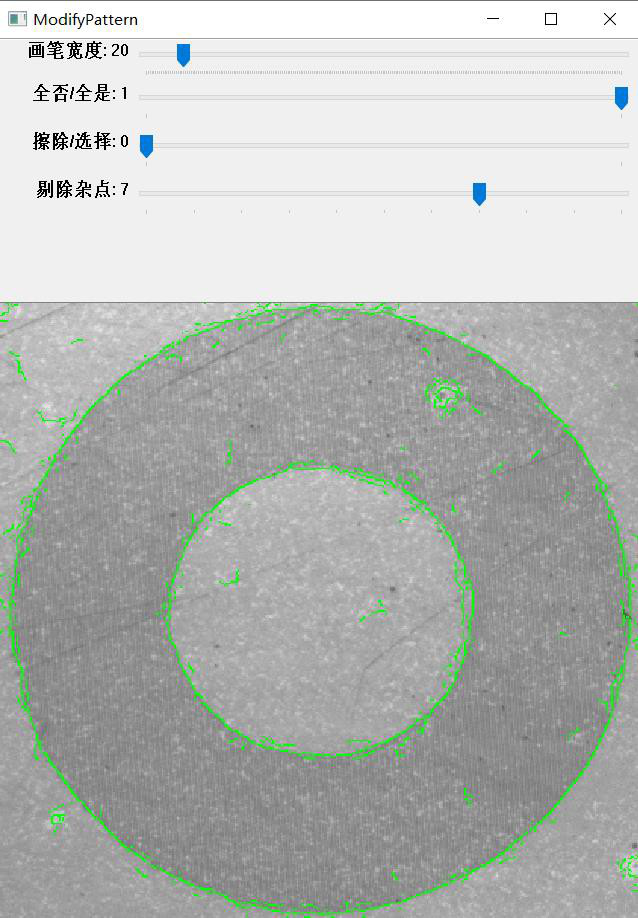
剔除雜點(diǎn):7
灰度匹配,通過計(jì)算與模板的灰度分布相似度在圖像中尋找目標(biāo)。
通過鼠標(biāo)操作 ROI 選定模板,進(jìn)入【高級(jí)參數(shù)】設(shè)置匹配角度范圍,最小相似度分?jǐn)?shù)。
【1】在主處理下拉列表中選擇《灰度匹配》,在圖像范圍內(nèi)將出現(xiàn)一個(gè)橙色矩形框。如未見矩形框,可點(diǎn)擊圖像上方工具欄《重置控件》。
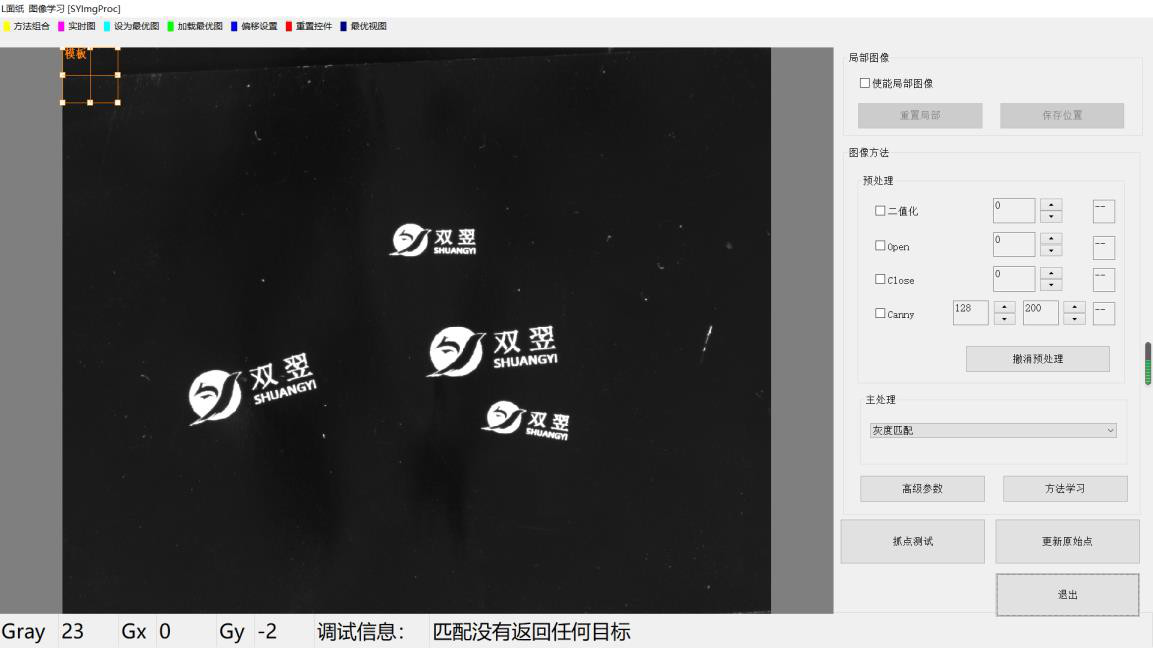
【2】通過鼠標(biāo)改變 ROI 的大小,并拖放至適當(dāng)?shù)奈恢米鳛閷W(xué)習(xí)的模板。
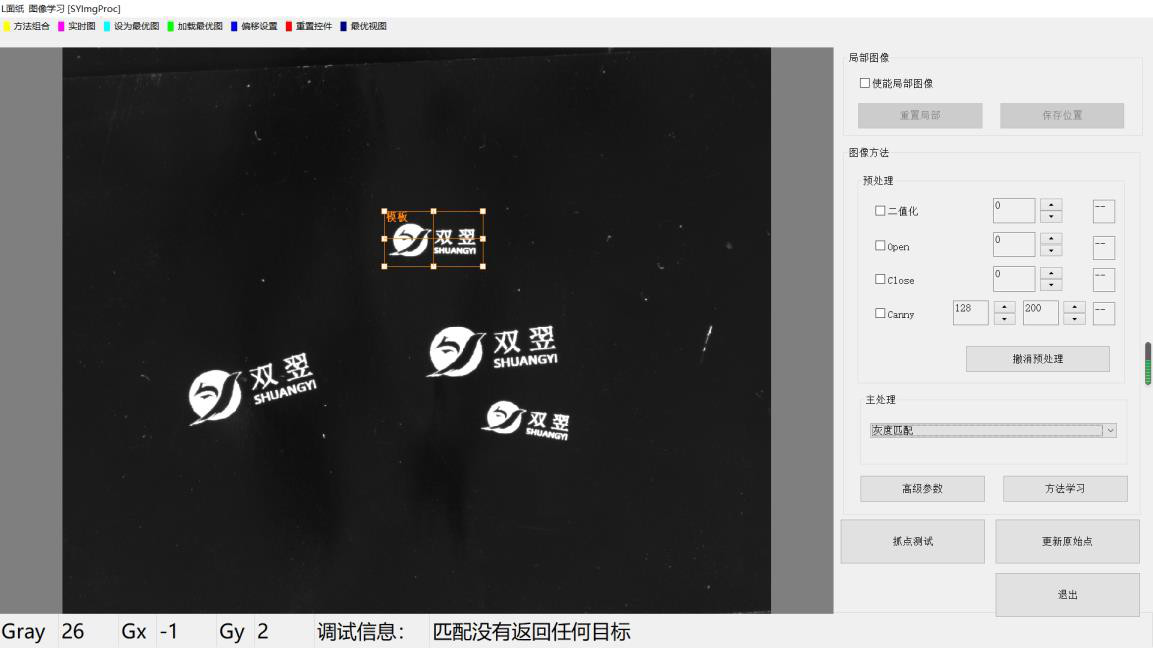
點(diǎn)擊【方法學(xué)習(xí)】,橙色區(qū)域的局部圖像作為模板被學(xué)習(xí)并保存,并自動(dòng)執(zhí)行圖像處理并顯示結(jié)果。

到此,模板的選擇與學(xué)習(xí)就完成了。
點(diǎn)擊上方【偏移設(shè)置】,即可調(diào)整模板輸出的 mark 點(diǎn)位置。調(diào)整后點(diǎn)擊保存即可。


個(gè)數(shù):1 個(gè)數(shù):4
目標(biāo)與模板間的相似度分?jǐn)?shù)。分?jǐn)?shù)越高,表示目標(biāo)與模板越相似。分?jǐn)?shù)在設(shè)置值之下的目標(biāo),將會(huì)被剔除。(請(qǐng)觀察下面圖中,每個(gè)目標(biāo)的分?jǐn)?shù))


分?jǐn)?shù):0.98 分?jǐn)?shù):0.9
目標(biāo)與模板的大小比例變化時(shí),設(shè)置合適的比例容差,即可尋找大小變化的目標(biāo)。


比例容差:0% 比例容差:60%
圖像中的目標(biāo)發(fā)生角度變化,設(shè)置角度容差,即可更好地尋找角度發(fā)生旋轉(zhuǎn)的目標(biāo)。


角度容差:0 deg 角度容差:30 deg
【灰度匹配】暫未支持該功能。
該參數(shù)提供了返回目標(biāo)的輔加選項(xiàng),可根據(jù)以下選項(xiàng)返回目標(biāo)數(shù)據(jù)。
【所有目標(biāo)】:返回所有的目標(biāo)
【分?jǐn)?shù)最大】:返回所有目標(biāo)中分?jǐn)?shù)最大的目標(biāo)
【最左邊的】:返回所有目標(biāo)中位置最左邊的目標(biāo)
【最右邊的】:返回所有目標(biāo)中位置最右邊的目標(biāo)
【最上邊的】:返回所有目標(biāo)中位置最上邊的目標(biāo)
【最下邊的】:返回所有目標(biāo)中位置最下邊的目標(biāo)
舉例:


所有目標(biāo) 最左邊的
【灰度匹配】暫未支持該功能。
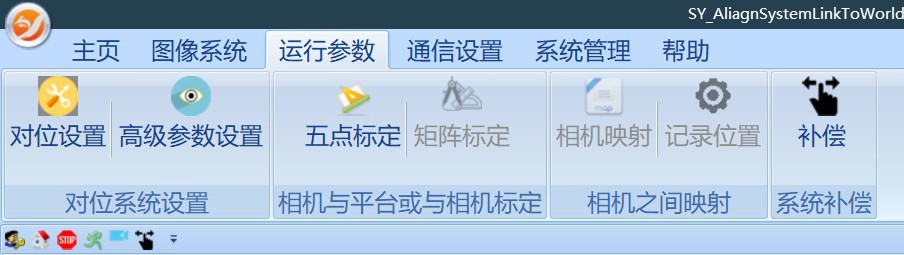
1、對(duì)位設(shè)置:設(shè)置對(duì)位參數(shù)信息,如延時(shí)、精度等;
2、高級(jí)參數(shù)設(shè)置:設(shè)置對(duì)位高級(jí)參數(shù);
3、五點(diǎn)標(biāo)定、矩陣標(biāo)定:這里使用矩陣標(biāo)定,查看標(biāo)定信息;
4、補(bǔ)償:補(bǔ)償偏移量。
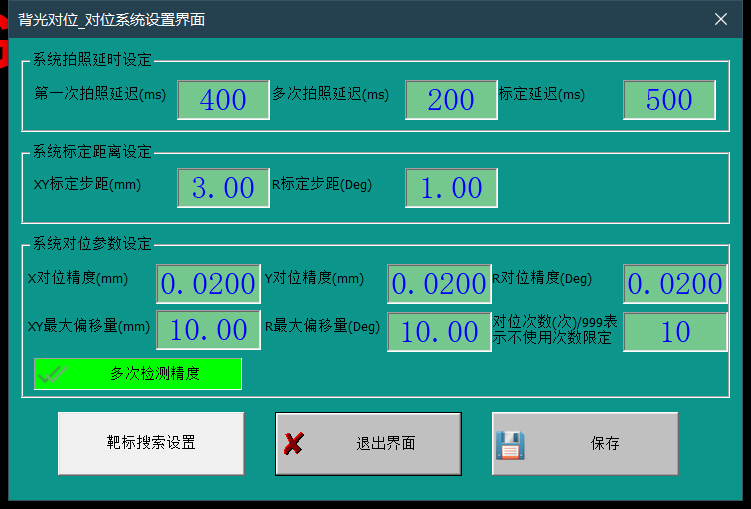
1、第一次拍照延時(shí):設(shè)置 plc 到達(dá)拍照位后給視覺拍照信號(hào)后的延時(shí);
2、多次拍照延時(shí):多次對(duì)位過程中,設(shè)備移動(dòng)完成后,視覺再執(zhí)行拍照的延時(shí)。標(biāo)定延時(shí):標(biāo)定過程中,設(shè)備移動(dòng)完成后,視覺再執(zhí)行拍照的延時(shí);
3、系統(tǒng)標(biāo)定距離設(shè)定:設(shè)置系統(tǒng)標(biāo)定時(shí) XYR 的步距。系統(tǒng)對(duì)位參數(shù)設(shè)定;
4、XYR 對(duì)位精度:設(shè)置XYR 對(duì)位精度,當(dāng)系統(tǒng)達(dá)到設(shè)定精度范圍內(nèi)則對(duì)位 OK。 XYR 最大偏移量:設(shè)置對(duì)位的最大偏移量,當(dāng)超過設(shè)定值則對(duì)位失敗;
5、對(duì)位次數(shù):設(shè)置對(duì)位的最大次數(shù),當(dāng)超過設(shè)定值則對(duì)位失敗。多次對(duì)位精度:需要開啟。
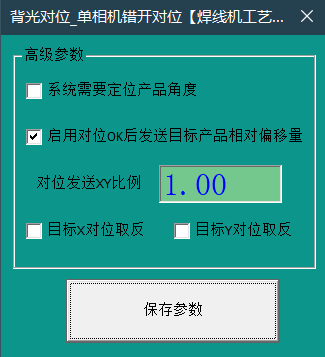
1、系統(tǒng)需要定位產(chǎn)品角度:是否定位角度,是否給 plc 發(fā)送R 軸偏差量。
2、啟用對(duì)位 OK 后發(fā)送目標(biāo)產(chǎn)品相對(duì)偏移量:對(duì)位 OK 后給 PLC 發(fā)送焊盤與基準(zhǔn)點(diǎn)的偏移量。
3、對(duì)位發(fā)送 XY 比例:“視覺計(jì)算出來的值*填入的數(shù)值”為發(fā)送給設(shè)備機(jī)械移動(dòng)的值。當(dāng)設(shè)備對(duì)位時(shí)左右搖擺較大,將該值改小,當(dāng)設(shè)備對(duì)位時(shí)需要多次往一個(gè)方向移動(dòng)才能對(duì)位成功,將該值改大。
4、目標(biāo)XY 對(duì)位取反:對(duì)位 OK 后發(fā)送給 PLC 目標(biāo)產(chǎn)品相對(duì)偏移量進(jìn)行取反。
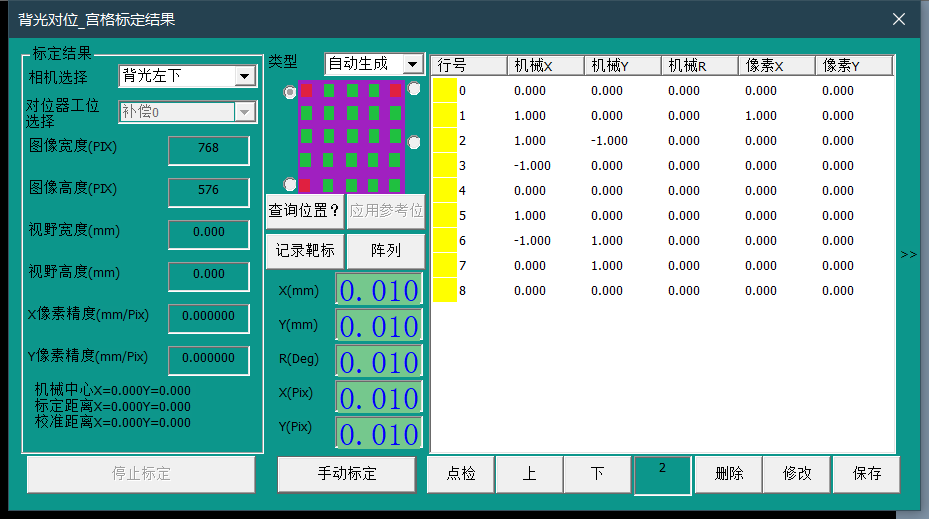
1、相機(jī)選擇:選擇相對(duì)應(yīng)的相機(jī)、通道查看標(biāo)定信息。圖像寬度:相機(jī)橫向分辨率。單位:pix;
2、圖像高度:相機(jī)豎向分辨率。單位:pix;
3、視野寬度:相機(jī)視野的橫向長(zhǎng)度。單位:mm。視野高度:相機(jī)視野的豎向長(zhǎng)度。單位:mm;
4、X 像素精度:?jiǎn)蝹€(gè)像素橫向代表實(shí)際中的距離。單位 mm/pix。 Y 像素精度:?jiǎn)蝹€(gè)像素豎向代表實(shí)際中的距離。單位 mm/pix。標(biāo)定檢查:X 像素精度與Y 像素精度數(shù)值越接近越好;
5、視野寬度與視野高度與實(shí)際拿尺子測(cè)量出來的視野越接近越好。
1、當(dāng)前對(duì)位器選擇:選擇需要補(bǔ)償?shù)墓の唬?/p>
2、補(bǔ)償:在相對(duì)應(yīng)的方向右邊藍(lán)色字體點(diǎn)擊后可填寫補(bǔ)償量,填寫完成后點(diǎn)擊“設(shè)置”后點(diǎn)擊下方的“保存參數(shù)”右側(cè)為補(bǔ)償方向示意圖;
**后續(xù)更新軟件只需要點(diǎn)擊“設(shè)置”即可,無保存參數(shù)按鈕。補(bǔ)償為增量補(bǔ)償,比如原本補(bǔ)償為 1,在右側(cè)輸入“-0.05”后點(diǎn)擊“設(shè)置”補(bǔ)償值會(huì)變成“0.95”;
3、清零偏移量:點(diǎn)擊后會(huì)將當(dāng)前工位補(bǔ)償值清零。
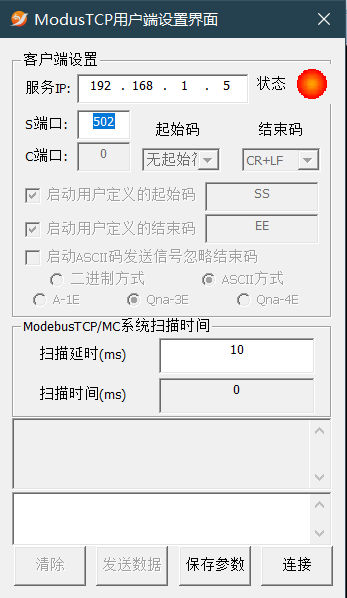
1、服務(wù) IP:填寫 PLC 的 IP 地址;
2、S 端口:填寫 PLC 的端口號(hào);
3、設(shè)置完成之后點(diǎn)擊“保存參數(shù)”,再點(diǎn)擊“連接”
4、狀態(tài)燈顯示“紅燈“為斷開連接,狀態(tài)燈顯示”綠燈“為連接正常。
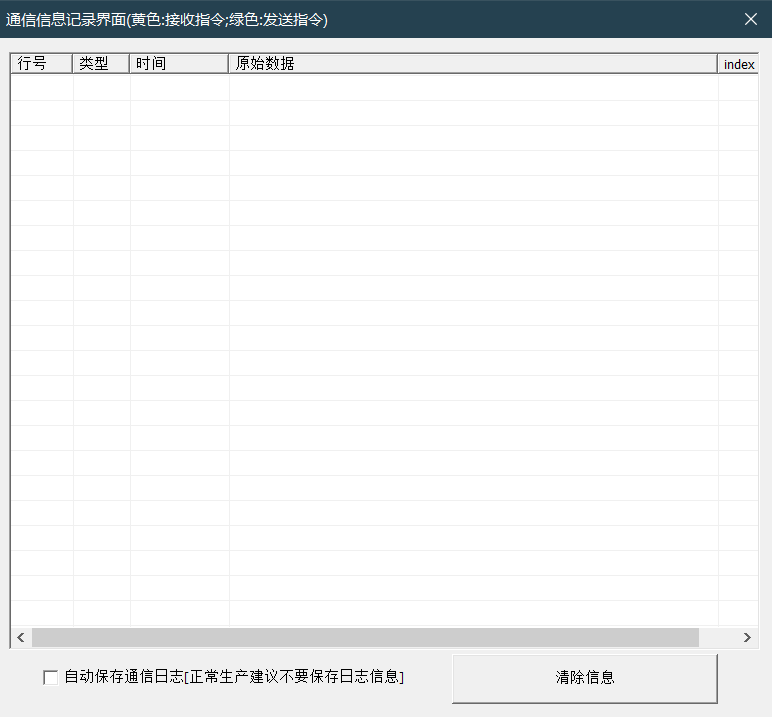
1、清楚信息:清楚該串口當(dāng)前的信息。
2、自動(dòng)保存通信日志:勾選后會(huì)保存日志。
1、螺紋距:填入該軸絲桿的螺紋距;
2、分辨率:填入該軸的驅(qū)動(dòng)器分辨率、細(xì)分;旋轉(zhuǎn)軸比例:填入“1“
3、旋轉(zhuǎn)軸半徑:填入“0“
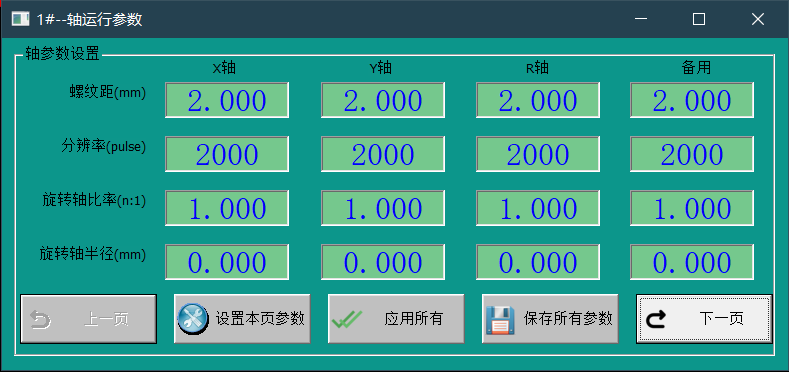
無需設(shè)置,不得更改!
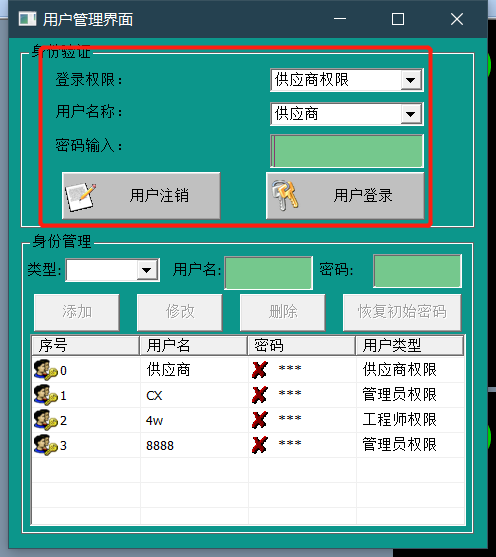
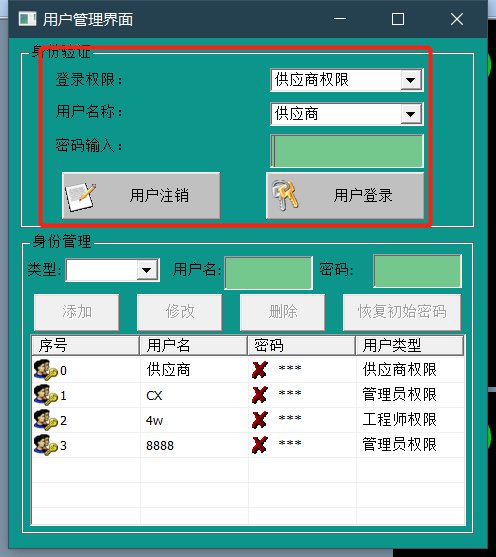
選擇“登錄權(quán)限”“用戶名稱”輸入密碼(供應(yīng)商密碼:310525),后點(diǎn)擊用戶登錄。
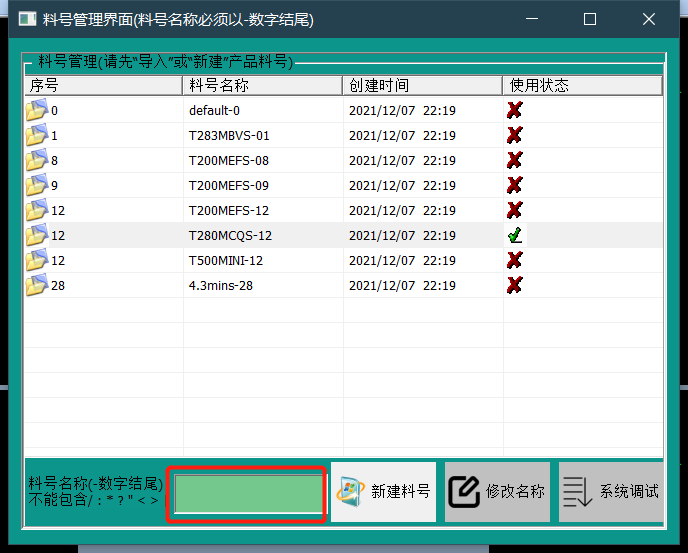
進(jìn)入料號(hào)管理頁(yè)面:
1、雙擊左鍵:將當(dāng)前選擇的料號(hào)導(dǎo)入為當(dāng)前使用的料號(hào);
2、雙擊右鍵:將當(dāng)前選擇的料號(hào)進(jìn)行刪除。(不可恢復(fù));
3、在框內(nèi)填入需要新建的料號(hào)名稱,后點(diǎn)擊“新建料號(hào)”,會(huì)創(chuàng)建一個(gè)新的料號(hào),并將當(dāng)前使用的料號(hào)所有數(shù)據(jù)復(fù)制到新料號(hào)內(nèi)。點(diǎn)擊“修改名稱”會(huì)將當(dāng)前選擇的料號(hào)名稱改為您所填入的新料號(hào)名稱;
料號(hào)名稱以“ -數(shù)字”結(jié)尾,不能包括“/ : ? “ < >”這些符號(hào),“-數(shù)字”數(shù)字會(huì)被系統(tǒng)默認(rèn)為當(dāng)前建立的產(chǎn)品的序號(hào)。
將系統(tǒng)所有參數(shù)寫入保存。
系統(tǒng)當(dāng)前流程的運(yùn)行狀態(tài)。
報(bào)警信息統(tǒng)計(jì)。
顯示當(dāng)前各個(gè)線程的狀態(tài)。
5.3~5.6 一般無需查看

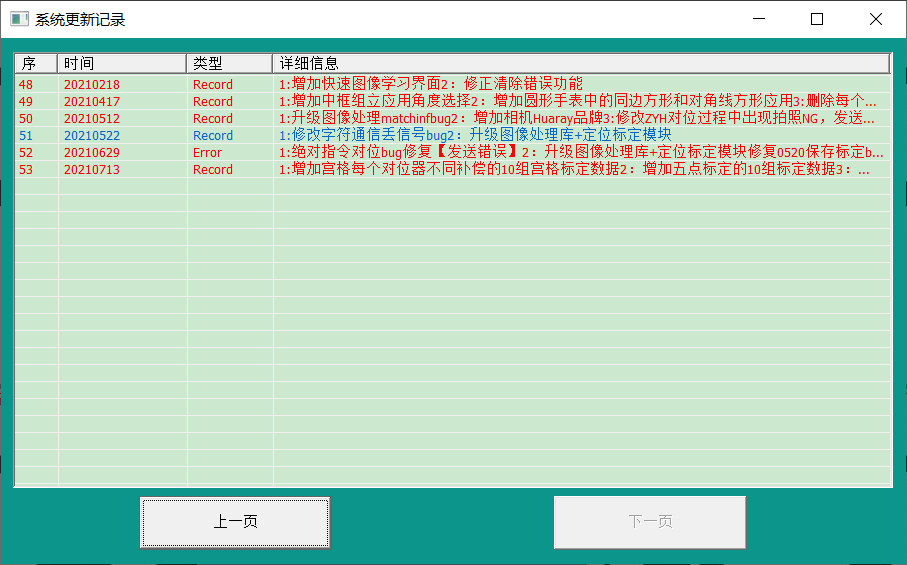
圖 2.8.2

圖 2.8.3
一級(jí)保養(yǎng)方式,手動(dòng)輸入一級(jí)保養(yǎng)碼,點(diǎn)擊激活,查看一級(jí)保養(yǎng)剩余時(shí)間,確認(rèn)是否生效
二級(jí)保養(yǎng)方式,手動(dòng)輸入二級(jí)保養(yǎng)碼,點(diǎn)擊激活,查看二級(jí)保養(yǎng)剩余時(shí)間,確認(rèn)是否生效
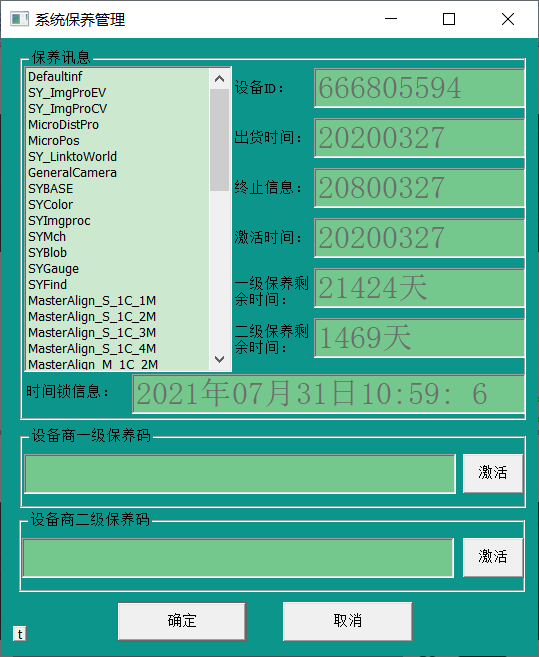
圖 2.8.4
清除軟件相關(guān)圖片等
軟件版權(quán)
圖 2.8.5

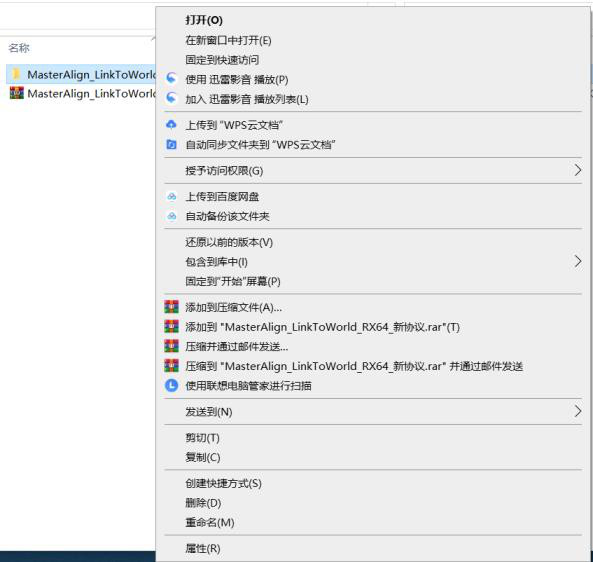
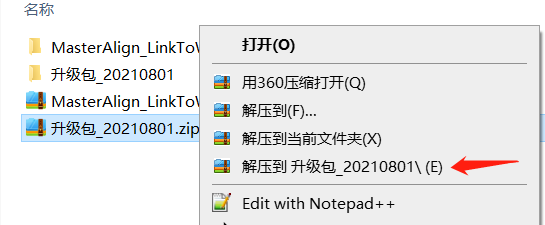
解壓收到的更新包文件“***.zip”打開復(fù)制里面所有的文件,粘貼到到舊程序的文件夾里全部替換。操作步驟如下圖:
打開解壓的文件夾
復(fù)制所有文件
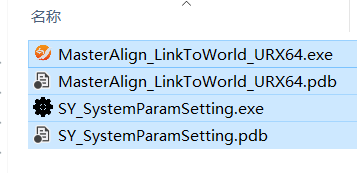
圖 2.9.2
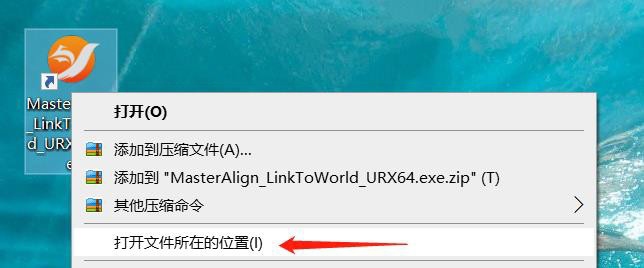
右鍵桌面舊程序的圖標(biāo)打開文件所在位置→空白處右鍵粘貼,全部替換。
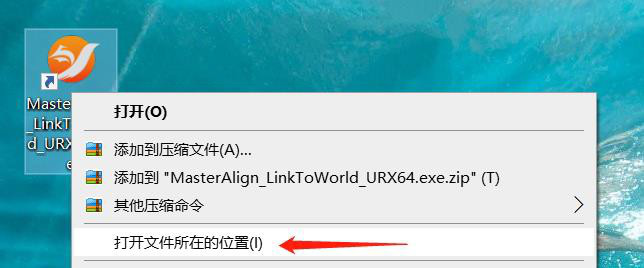
圖 2.9.3
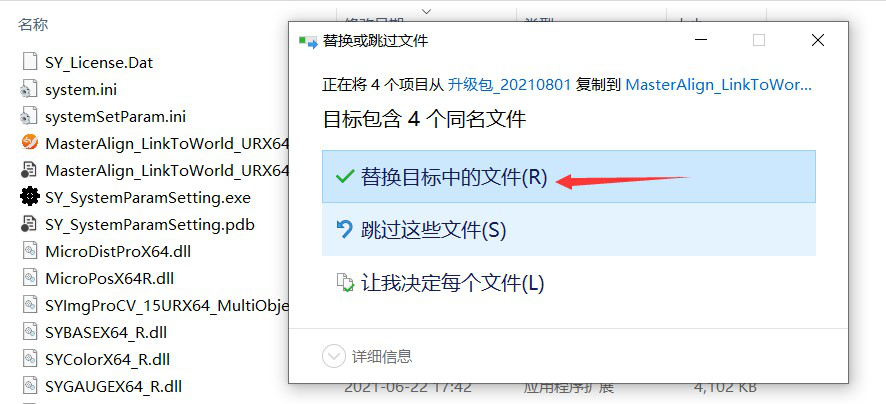
圖 2.9.4
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A
