熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


近年來,激光切割機對鈑金行業發展的作用日益凸顯。在切割過程中,有六個實用功能,配合這些實用的功能,能大大的提高激光切割機加工效率和切割性能。
蛙跳
蛙跳是激光切割機的空程方式。如下圖所示,切割完孔1,接著要切割孔2。切割頭要從點A移動到點B。當然,移動過程中要關閉激光。從點A到點B之間的運動過程,機器“空”跑,稱為空程。
早期的激光切割機的空程如下圖所示,切割頭要次第完成三個動作:上升(到足夠安全的高度)、平動(到達點B的上方)、下降。
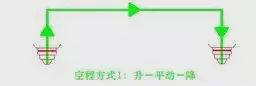
壓縮空程時間,可提高機器的效率。如果將次第完成的三個動作,變為“同時”完成,可縮短空程時間:切割頭從點A開始向點B移動時,即同時上升;接近點B時,同時下降。如下圖所示。

在激光切割機的發展過程中,蛙跳算得上一個突出的技術進步。蛙跳動作,只占用了從點A到點B平動的時間,省卻了上升、下降的時間。青蛙一跳,捕捉到食物;激光切割機的蛙跳,“捕捉”到的是高效率。如果激光切割機現在還不具備蛙跳功能,恐怕就不入流了。
自動調焦
切割不同材料時,要求激光束的焦點落在工件截面的不同位置。因此,就需要調整焦點的位置(調焦)。早期的激光切割機,一般采用手動調焦方式;當下,許多廠商的機器都實現了自動調焦。
可能有人會說,改變切割頭的高度就好了,切割頭升高,焦點位置就高,切割頭降低,焦點位置就低。沒有這么簡單。
實際上,在切割過程中,噴嘴與工件之間的距離(噴嘴高度)約0.5~1.5mm,不妨看作是一個固定值,即噴嘴高度不變,所以不能通過升降切割頭來調焦(否則無法完成切割加工)。
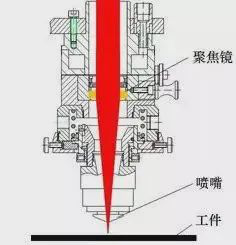
聚焦鏡的焦距是不可改變的,所以也不能指望通過改變焦距來調焦。如果改變聚焦鏡的位置,則可改變焦點位置:聚焦鏡下降,則焦點下降,聚焦鏡上升,則焦點上升。——這確是調焦的一種方式。采用一個電機驅動聚焦鏡作上下運動,可以實現自動調焦。
另一種自動調焦的方法是:在光束進入聚焦鏡之前,置一變曲率反射鏡(或稱可調鏡),通過改變反射鏡的曲率,改變反射光束的發散角度,從而改變焦點位置。如下圖所示。
有了自動調焦功能,可顯著提高激光切割機的加工效率:厚板穿孔時間大幅縮減;加工不同材質、不同厚度的工件,機器可自動將焦點快速調整到最合適的位置。
自動尋邊
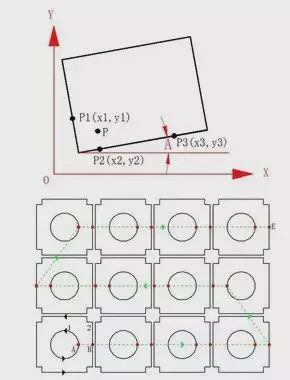
如下圖所示,當板料放到工作臺上時,如果歪斜,切割時可能造成浪費。如果能夠感知板料的傾斜角度和原點,則可調整切割加工程序,以適合板料的角度和位置,從而避免浪費。自動尋邊功能應運而生。
啟動自動尋邊功能后,切割頭從P點出發,自動測得板料兩垂直邊上的3點:P1、P2、P3,并據此自動計算出板料的傾斜角度A,以及板料的原點。
借助自動尋邊功能,省卻了早先調整工件的時間——在切割工作臺上調整(移動)重達數百公斤的工件不是件易事,提升了機器的效率。
一臺技術先進功能強大的高功率激光切割機,是光、機、電一體化的復雜系統。細微之處,往往隱藏奧妙。讓我們一起來窺探其奧妙。
集中穿孔
集中穿孔,也稱預穿孔,是一種加工的工藝,并非機器本身的功能。激光切割較厚板材時,每一輪廓的切割加工都要經歷兩個階段:1.穿孔、2.切割。
常規加工工藝(A點穿孔→切割輪廓1→B點穿孔→切割輪廓2→……),所謂集中穿孔,就是將整張板上的所有穿孔過程提前集中執行,然后回頭再執行切割過程。
集中穿孔加工工藝(完成所有輪廓的穿孔→回到起點→切割所有輪廓),與常規加工工藝相比,集中穿孔時,機器的運行軌跡總長是增加了的。那為什么還要采用集中穿孔呢?
集中穿孔可避免過燒。厚板穿孔過程中,在穿孔點周圍形成熱量聚集,如緊接著切割,就會出現過燒現象。采用集中穿孔工藝方式,完成所有穿孔、返回起點再切割時,由于有充分的時間散熱,就避免了過燒現象。

集中穿孔可提高加工效率。目前,仍有許多激光切割機不具備自動調焦的功能。加工厚板,穿孔、切割兩個階段的工藝參數(激光模式、功率、噴嘴高度、輔助氣體壓力等)是不同的。穿孔過程中噴嘴高度要高于切割過程。如果采取常規的加工工藝(輪廓1穿孔→輪廓1切割→輪廓2穿孔→輪廓2切割→……),為了保證切割質量和效率,激光束的焦點只能按照切割的需要人工調定到最佳位置(試想如果是這樣:一開始,將焦點人工調定到穿孔所需要的位置,穿孔;然后,再將焦點調到切割所需要的位置,切割;再調到穿孔位置,穿孔;……;直至加工完成——這簡直是惡夢)。因此,穿孔時的焦點就必定不在最佳位置,穿孔時間也就較長。但是,采取集中穿孔方式,就可先將焦點調整到適合穿孔的位置,待穿孔完成后,使機器暫停,再將焦點位置調整到切割所要求的最佳位置;這樣,穿孔時間可縮短一半以上,大大提升效率。當然,如必要,還可在集中穿孔和切割中間調整或改變其他工藝參數(比如可使用空氣+連續波進行穿孔,而使用氧氣進行切割,中間有足夠的時間完成氣體的切換)。我們一般把驅動聚焦鏡自動變焦稱作F軸;像這樣采用手動變焦進行集中穿孔、切割,是不是可以叫做“H”(Hand)軸“變焦”呢?
集中穿孔也有風險。如果在切割過程中發生碰撞,致使板材位置變動,則尚未切割的部分可能報廢。集中穿孔工藝需要自動編程系統的幫助。
橋位(微連接)
進行激光切割加工時,板料被鋸齒狀的支撐條托住。被切割下來的零件,如果不夠小,不能從支撐條的縫隙中落下;如果又不夠大,不能被支撐條托住;則可能失去平衡,翹起。高速運動的切割頭可能與之發生碰撞,輕則停機,重則損壞切割頭。利用橋位(微連接)切割工藝,可避免發生此種現象。在對圖形進行激光切割編程時,有意將封閉的輪廓,斷開若干處,使得切割完成后零件與周圍的材料粘連在一起,不致掉落,這些斷開處,就是橋位。也稱為斷點,或微連接(這種叫法源自對MicroJoint的生硬翻譯)。斷開的距離,約0.2~1mm,與板料的厚度成反比。基于不同的角度,有了這些不同的叫法:基于輪廓,斷開了,所以叫斷點;基于零件,與母材相粘連,所以叫橋位或微連接。
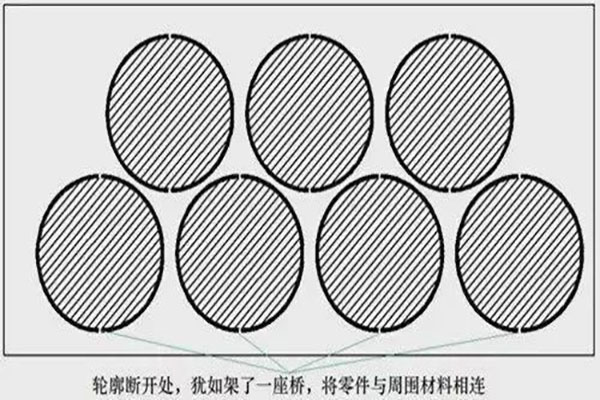
橋位將零件與周圍材料連在一起,成熟的編程軟件,可根據輪廓的長度,自動加上合適數量的橋位。還能區分內外輪廓,決定是否加橋位,使不留橋位的內輪廓(廢料)掉落,而留橋位的外輪廓(零件)與母材粘連在一起,不掉落,從而免去分揀的工作。
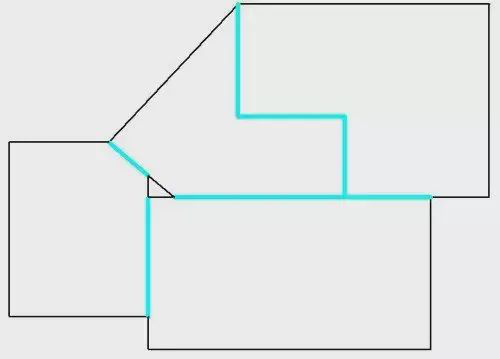
共邊切割
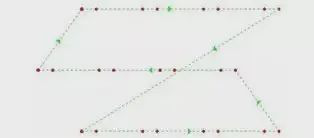
如果相鄰的零件輪廓是直線,且角度相同,則可以合為一條直線,只切割一次。此即共邊切割。顯而易見,共邊切割減少了切割長度,可顯著提高加工效率。共邊切割并不要求零件的外形是矩形。如下圖。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
