熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


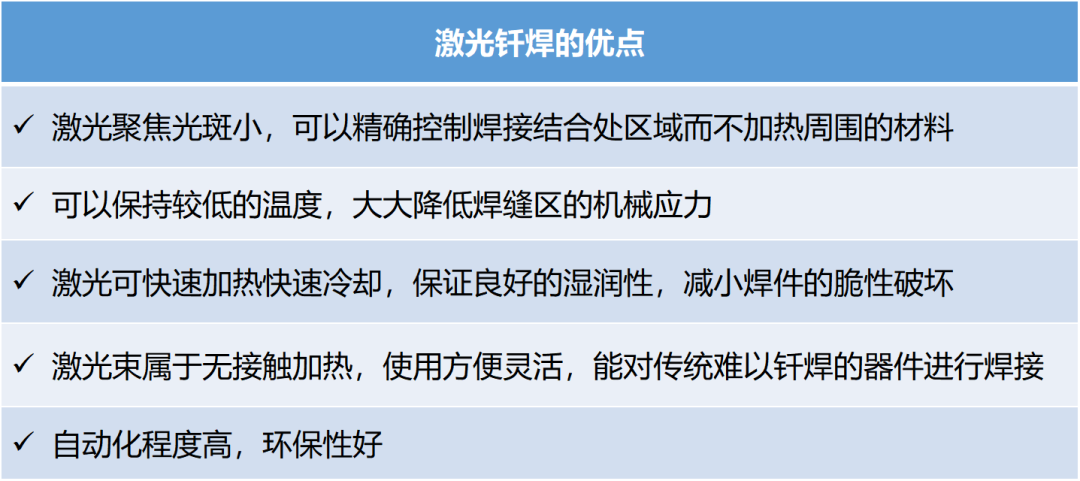
激光連接技術,即激光焊接技術,是使用高功率激光束對材料表面進行聚焦調控照射,材料表面吸收激光能量后轉化為熱能,使材料局部升溫、熔融,隨后經過冷卻凝固后實現同種或異種材料的連接。激光焊接過程需要的激光功率密度一般為104~108 W/cm2,相較于傳統焊接方式,激光焊接具有以下優點:
目前使用光纖激光器是激光焊接新工藝的研究熱點,未來低成本、高功率的激光器與高端數控技術、機器人技術、物聯網結合的智能制造設備是重要的發展趨勢。
根據焊接模式機理不同,按照是否有匙孔的產生,一般分為激光熱導焊和激光深熔焊兩種,如下圖所示。
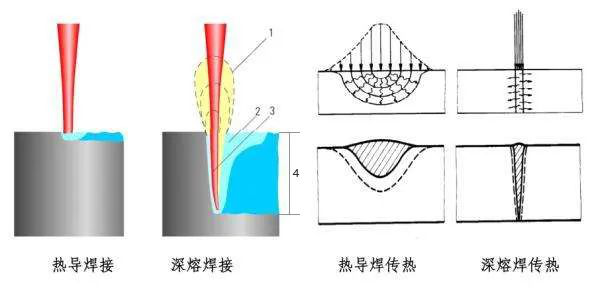
1-等離子體云;2-熔化材料;3-匙孔;4-熔深
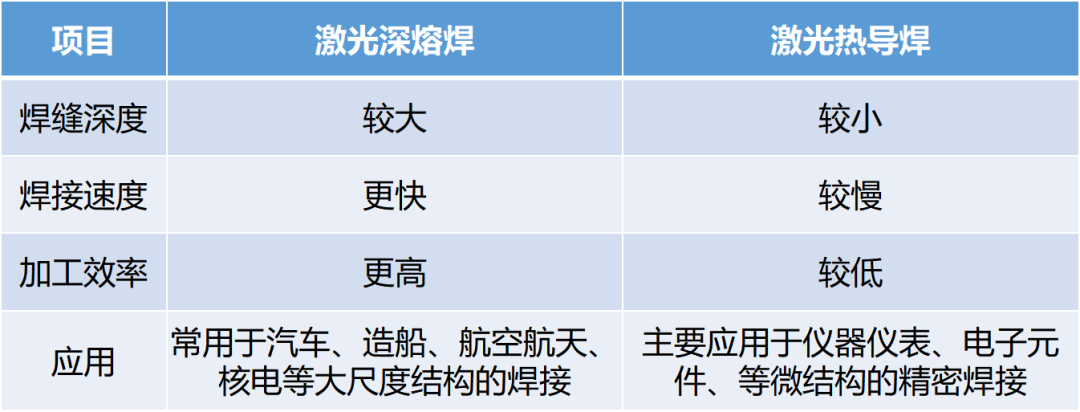
由于匙孔的存在,激光束在照射到匙孔內部后,經過散射等作用,會增加材料對激光的吸收,促進熔池的形成,兩種焊接方式對比如下:
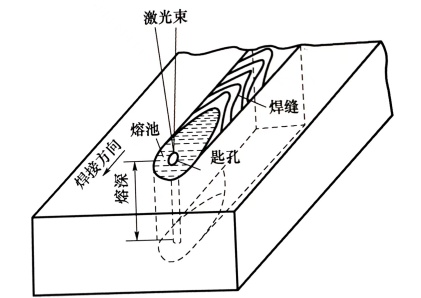
上圖給出了同種材料、同一光源的激光焊接過程,其能量轉換機制只是通過匙孔完成的,匙孔以及孔壁附近的熔融金屬隨著激光束的前進而移動,熔融金屬將匙孔移開后留下的空氣填充并經過冷凝,形成焊縫。
如果待焊材料是異種金屬,由于熱物性差異的存在會對焊接過程產生很大的影響,如不同材料的熔點、熱導率、比熱容、膨脹系數的差異,造成焊接過程產生焊接應力、焊接變形,以及焊接接頭金屬結晶條件變化,造成焊接力學性能下降。
因此根據不同特點的焊接場景,焊接工藝又陸續發展出激光填絲焊接、激光釬焊、雙光束激光焊接、激光復合焊接等。
1.激光填絲焊接
在鋁、鈦以及銅合金的激光焊接過程中,由于這些材料對激光的低吸收率(<10%),光致等離子體對激光有一定的屏蔽,因此容易形成飛濺,并導致氣孔、裂紋等缺陷的產生。此外,在薄板拼焊時工件的間隙大于光斑直徑時也會影響焊接質量。
在解決上述問題時,采用填充料的方法可以得到較好的焊接結果。填充料可以是焊絲或者粉末,也可以采用預置填充料方式。由于聚焦光斑較小,在填充材料后,焊縫變窄且表面呈微凸形狀。
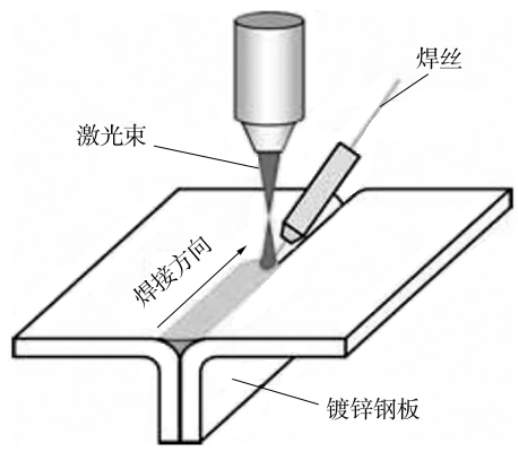
2.激光釬焊
不同于熔焊將兩個焊接件結合處同時融化而實現連接的方式,釬焊是在焊件結合面內添加熔點比母材低的填充材料,在低于母材熔點高于填充材料熔點的溫度下將填充材料熔化填滿焊件間隙,然后冷凝形成牢固焊縫。
釬焊適用于熱敏感的微電子器件、薄板以及易揮發的金屬材料。
進一步地,可以根據加熱釬料的溫度進一步劃分為軟釬焊(<450 ℃)和硬釬焊(>450 ℃)。
3.雙光束激光焊接
雙光束焊接可以靈活方便地控制激光照射時間和位置,從而調整能量分布。
主要用于鋁、鎂合金激光焊接,汽車用拼板、搭接板焊接,激光釬焊和深熔焊等。
雙光束可以通過兩臺獨立的激光器獲得,也可以用分光鏡分光獲得。
兩束激光可以是不同時域特性(脈沖與連續)、不同波長(中紅外與可見光波段)、不同功率的激光的組合,可以根據實際加工材料選取。4激光復合焊接
由于只采用激光束作為唯一的熱源,單熱源激光焊接具有能量轉換率和利用率低、焊接母材端口接口容易產生錯位、易產生氣孔和裂紋等缺點,為解決這一問題,可以利用其他熱源的加熱特性來改善激光對工件的加熱,通常稱之為激光復合焊接。
激光復合焊接的主要形式為激光與電弧的復合焊接,1+1>2 的效果具體表現如下:
1、在激光束附近外加電弧后,電子密度顯著降低,由激光焊接產生的等離子體云得到稀釋,能使激光吸收率大大提高,同時電弧對母材的預熱也會進一步增加激光的吸收率;
2、電弧的能量利用率高,總的能量利用率也會提高;
3、激光焊接的作用區域小,容易造成焊接端口錯位,而電弧的熱作用范圍大,可以減小焊接端口的錯位。同時,由于激光束對電弧的聚焦、引導作用,電弧的焊接質量和效率也得到了提高;
4、激光焊接時峰值溫度高、熱影響區大,冷卻凝固速度快,容易產生裂紋和氣孔;而電弧的熱作用影響區小,可以使溫度梯度減小,冷卻、凝固速度降低,可以減小和消除氣孔和裂紋的生成。
激光與電弧復合焊接有兩種常見形式:激光-TIG復合焊接(如下圖)和激光-MIG復合焊接。
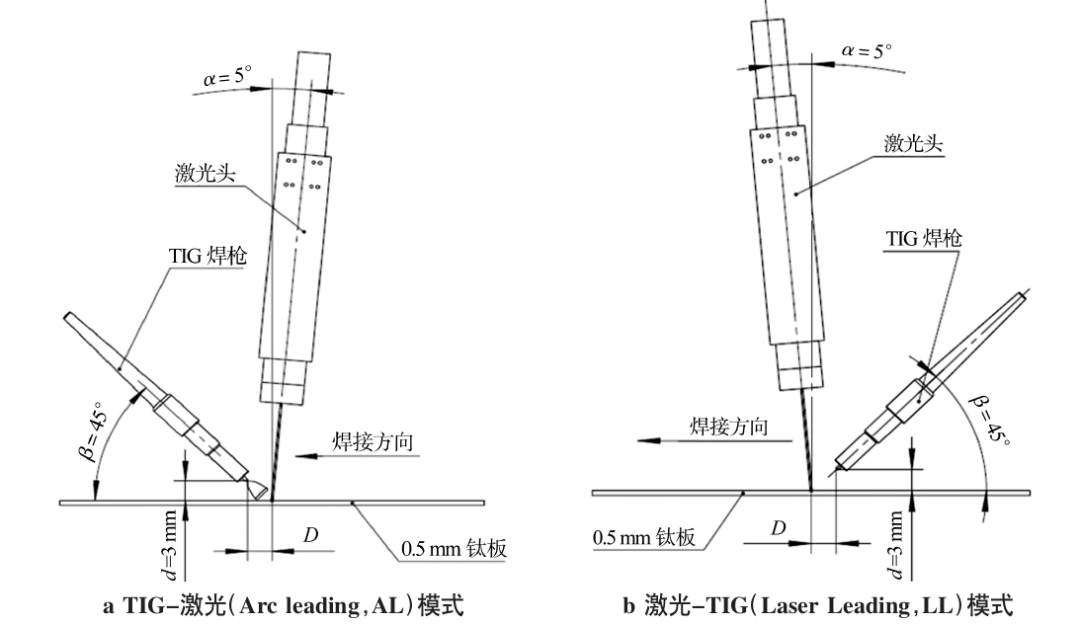
另外還有激光與等離子弧、激光與感性熱源復合焊接等形式。
智能化、自動化、數字化、信息化是未來制造業的發展大趨勢,雙翌光電致力于制造業工廠智能改造,數字化升級。我們堅信通過不斷努力與創新,能夠實現與客戶的合作共贏。如果您有相關視覺檢測方面的需求,請聯系我們。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
