熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


本文主要描述了幾種已經在生產過程中得到充分驗證的切割技巧,包括蛙跳式空行程進給、集中穿孔、微連接的應用以及在激光切割加工時穿孔點的優化選擇。在實際的生產中,通過上述方法有效提高了工件的切割質量和加工效率。激光切割是一種高能量密度,可控性好的無接觸加工,是利用從激光發生器發射出的激光束,經光路系統將激光束聚焦成最小直徑可小于0.1mm 的光斑,達到高功率密度的激光束照射條件,激光的熱量被照射的工件材料吸收后,工件溫度急劇上升,到達熔點,材料開始液化并形成孔洞,并伴隨著高壓氣流,隨著光束與工件相對位置的移動,最終使材料形成連續切縫。切割時需要添加與被切割材料相適應的輔助氣體,以加速材料的熔化,吹走熔渣并保護切縫不被氧化,從而達到優異的切割速度和切割質量。 目前常見的下料方式主要有剪切、線切割、仿形切割、火焰切割、水刀切割、激光切割等。其中,激光切割由于切口光滑、尺寸精確、速度快、噪聲小、煙塵少以及能進行各種形狀復雜的板材切割等優點,在16mm以下的鋼板中,得到越來越廣泛的應用。而在激光實際切割過程中,切割技巧至關重要。因此,熟練掌握各種激光切割技巧,是提高生產效率的關鍵。通過試驗探索,總結了以下幾種激光切割中會用到的切割技巧,經過在實際生產中的運用,有效的提高了生產效率,減少了材料的浪費。
蛙跳是激光切割機的空程方式。如圖1 所示,切割過程完成孔1 之后,接著要切割孔2。此時切割頭要從點A 移動到點B。當然,移動過程中要關閉激光。從點A 到點B 之間的運動過程,設備“空”跑,稱為空行程。 激光切割機一般空行程如圖2 所示,切割頭要次第完成三個動作:上升(到足夠安全的高度)、平動(到達點B 的上方)、下降。
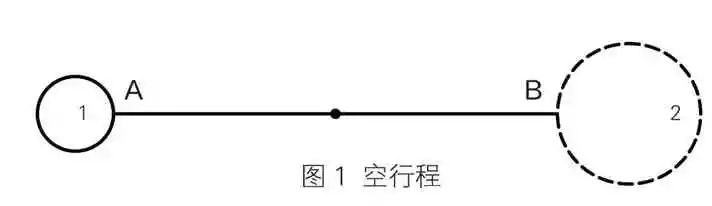
圖1 空行程
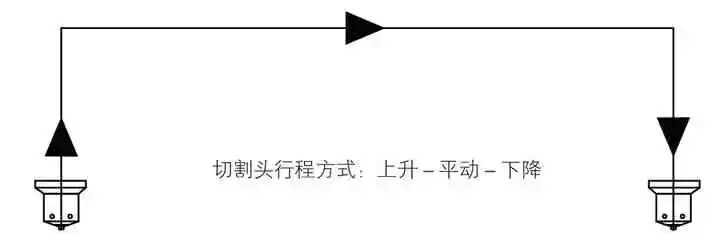
圖2 切割頭空行程方式
而壓縮空程時間,可明顯提高設備的效率。如果將次第完成的三個動作,變為“同時”完成,便可縮短空程時間,即切割頭從點A開始向點B移動時,同時上升;接近點B時,同時下降,猶如蛙跳動作一樣,如圖3 所示。采用這種空行程方式,其只占用了從點A 到點B 平動的時間,省去了上升、下降的時間。激光切割機采用蛙跳的空行程進給,有效減少了空行程運動時間,加工效率便可有效提升。
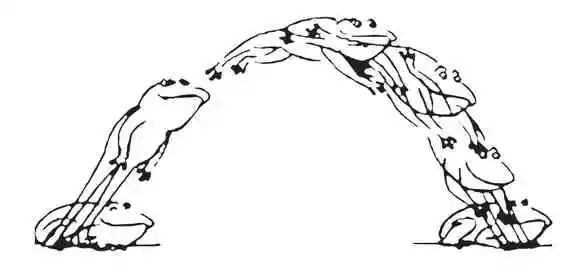
圖3 切割頭空程運動軌跡類似于蛙跳的弧線
集中穿孔,也稱為預穿孔,實際上是一種加工工藝,一般激光切割設備并無此功能。比如激光在切割較厚的板材時,每一個輪廓的切割加工都要經歷穿孔和切割兩個階段。而常規的加工工藝為穿孔→切割輪廓1 →穿孔→切割輪廓2,如圖4 所示,其中小圓點是穿孔點,箭頭是切割路徑順序。
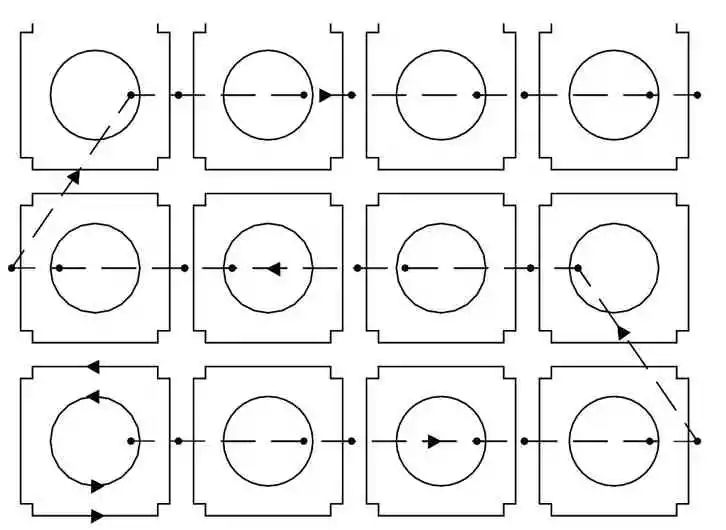
圖4 常規激光切割加工路徑
而所謂的集中穿孔,就是將整張板料上的所有穿孔過程提前集中執行,然后再執行切割過程,如圖5 所示,圖中小圓點是穿孔點,箭頭是空行程路徑順序。
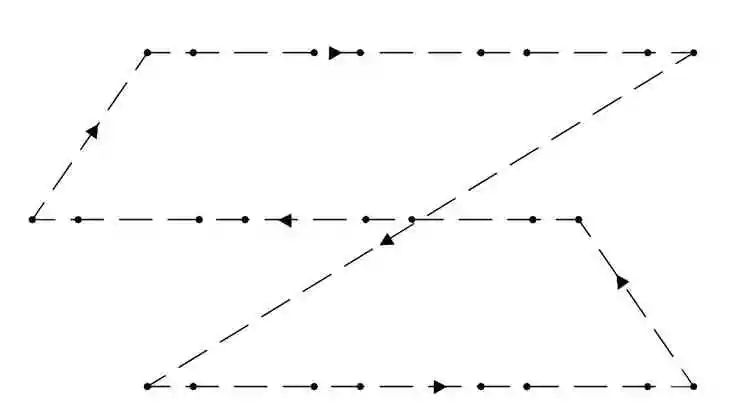
圖5 集中穿孔加工工藝
集中穿孔的加工工藝路線為完成所有輪廓的穿孔→回到起點→切割所有輪廓。與常規加工工藝相比,集中穿孔時設備的運行軌跡總長有所增加,但其優點在于集中穿孔可有效避免過燒。尤其是在厚板穿孔過程中,在穿孔點周圍形成熱量聚集,如果此時緊接著切割,就會出現過燒現象(圖6)。而采用集中穿孔工藝方式,完成所有穿孔、返回起點再切割,由于有充分的時間散熱,就避免了過燒現象。

圖6 切割面過燒現象
激光切割在加工時,板料被鋸齒狀的支撐條托住,被切割下來的零件如果不夠小,就不能從支撐條的縫隙中落下;如果不夠大,就不能被支撐條托住,則可能失去平衡,發生工件翹起。而高速運動的切割頭可能與之發生碰撞,輕則停機,重則發生損壞,如圖7 所示。
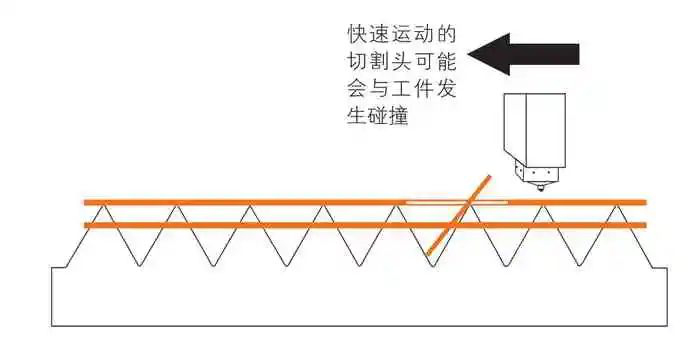
圖7 切割頭和翹曲工件發生碰撞
而采用微連接切割工藝,則可避免發生此類問題。具體方法為:在對圖形進行激光切割編程時,有意將封閉的輪廓斷開若干處,使得切割完成后零件與周圍的材料粘連在一起,不致掉落,而這些斷開處,稱為微連接(圖8)。斷開的距離,約在0.2 ~1mm,需按照斷開距離與板料的厚度成反比的原則來選取。
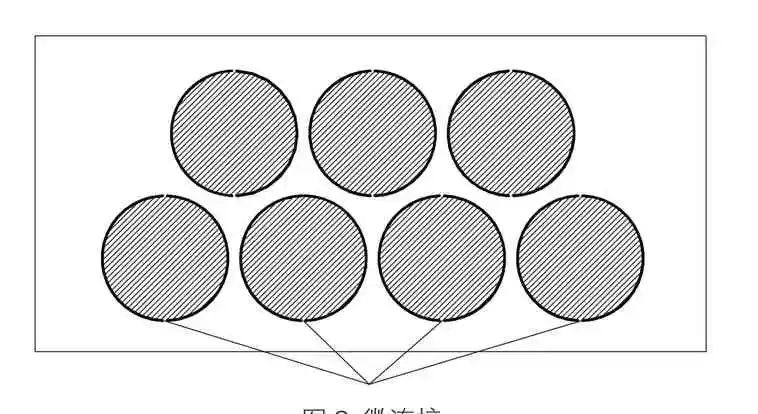
圖8 微連接
在激光切割過程中使用微連接將零件與周圍材料連在一起時,要根據輪廓的長度,添加合適數量的微連接;還要區分內外輪廓,使不留微連接的內輪廓(廢料)掉落,而保留微連接的外輪廓(工件)與母材粘連在一起,從而免去分揀的工作。
通常情況下,切割孔的大小規定為: (1)切割8mm 以內的碳鋼類板材,孔徑不能小于板材的厚度。 (2)切割10mm 以內的碳鋼類板材,孔徑不能小于板材厚度的1.2 倍。 (3)切割4mm 以內的不銹鋼板材,孔徑不能小于板材的厚度。 (4)切割4mm 以上的不銹鋼板材,孔徑不能小于板厚的1.2 倍。 然而在激光切割生產中,經常會遇到孔徑小于板厚的工件,且加工困難,切割質量較差。主要是因為當程序切割到直徑小于板厚的圓孔時,機床默認的切割方式由原來的連續切割變為脈沖穿孔式切割,這使得激光能量在一個很小的區域內過于集中,非加工區域也被燒損,造成孔的變形,影響加工質量。發現若使用熔化切割代替火焰切割,也就是當程序運行到切割小圓孔時,調整切割狀態,用高壓氮氣代替氧氣進行切割,當切割完小孔時,再變回的氧氣切割。用這種方法切割出來的小孔,無論正反面圓孔形狀均十分規則,可達到合格要求,并降低廢品率,提高生產效率。
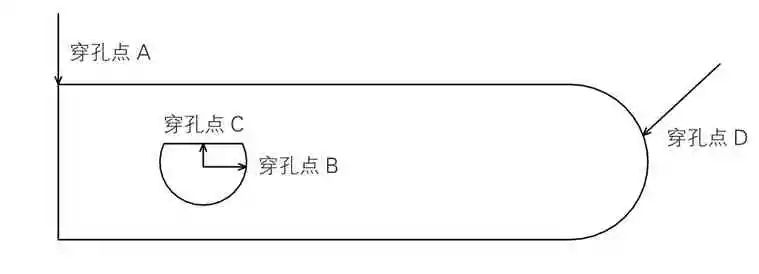
圖9 激光切割加工時穿孔點的選擇
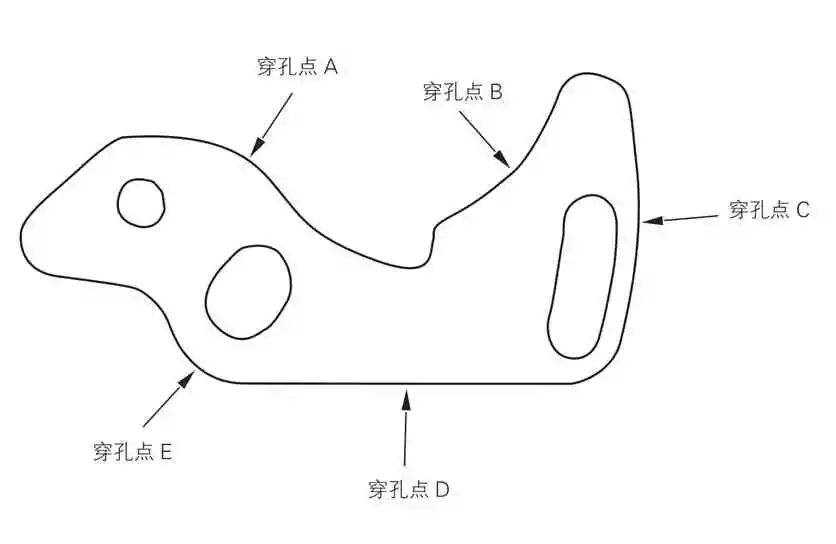
圖10 激光切割加工時穿孔點的選擇
在激光切割加工過程中,激光束在材料上連續照射后在中心形成一個凹坑,進而與激光束同軸的工作氣流很快會將熔融材料去除,形成一個小孔。此孔類似于線切割的穿線孔,激光束以此孔為加工起始點進行輪廓切割,通常情況下飛行光路激光束的走線方向和被加工零件切割輪廓的切線方向垂直。 因此,激光束在開始穿透鋼板時到進入零件輪廓切割的這一段時間,其切割方向上將有一個很大的改變,由垂直于切割輪廓的切線方向轉為與切割輪廓的切線重合,即與輪廓切線的夾角為0°,這樣就會在被加工材料的切割斷面上留下比較粗糙的切割面,這主要是由于在短時間內,激光束在移動中的方向變化過快導致。因此在采用激光切割加工零件時,必須注意此問題。一般來說,在工件對表面切割斷口沒有粗糙度要求時,可以在激光切割編程時不做手動處理,讓控制軟件自動產生穿孔點;若所要加工的工件切割斷面有較高要求,就必須進行穿孔調整,通常需要在編制激光切割程序時對激光束的起始位置做手動調整,即人工對于穿孔點控制。需要把激光程序原來產生的穿孔點移到需要的合理位置,以達對加工零件表面精度的要求。 如圖9 所示,若此工件對圓弧部分有切割面粗糙度要求,在編制激光切割程序時,切割起始(穿孔點)就要設置在A 和C,而不能設置在B 和D。而如果此工件只對直線邊切割面粗糙度有要求,那么在編制激光切割程序時,切割起始點就要設置在B 和D,而不能設置在A 和C。 同樣的,如圖10 所示,如果此工件外形設計對圓弧有精度要求,我們在編制激光切割程序時,切割起始點(穿孔點)就只能設置在D,而如果此零件只對直線邊的精度有要求,那我們在編制激光切割程序時,切割起始點(穿孔點)就可以選擇除了D 點以外的任何點了。
在實際生產過程中,激光切割機的操作復雜而又精細,工件種類繁多,材質多樣,隨著切割工藝的日益成熟,只要能夠熟練運用各種切割技巧,并在不斷的解決問題中積累經驗,就可以提高人和設備的加工生產能力。
機械手視覺定位、圖像處理庫等為核心的20多款自主知識產權產品。涉及自動貼合機、絲印機、曝光機、疊片機、貼片機、智能檢測、智能鐳射等眾多行業領域。雙翌視覺系統最高生產精度可達um級別,圖像處理精準、速度快,將智能自動化制造行業的生產水平提升到一個更高的層次,改進了以往落后的生產流程,得到廣大用戶的認可與肯定。隨著智能自動化生產的普及與發展,雙翌將為廣大生產行業帶來更全面、更精細、更智能化的技術及服務。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
