熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


激光加工具有加工精度高、表面質量好、加工噪聲低、設備振動小等優勢。但激光切割也存在加工速度慢、材料利用率低、綜合加工費用高等劣勢。
激光切割機采用非接觸式加工原理,與普通的多工位沖床加工相比,不需要專用模具,所以其加工范圍和條件受限制少,按產品設計要求可以隨意切割復雜的形狀,適合單件試制和小批量生產,能快速滿足客戶對產品個性化的追求。在厚板加工上,激光切割加工優勢更加明顯,可切割厚度超過20mm以上的鋼板,一般多工位沖床只能加工3~8mm板厚的產品。由于激光切割機采用移動激光切割頭加工板材,切割來回行走行程長;與多工位沖床相比,加工速度上要慢、總加工時間長、效率較低、輔助氣體用量大,所以激光切割加工綜合成本相比沖床加工高很多。如何縮短激光切割時間,提升激光切割加工效率,這是眾多生產企業都比較關心的課題。
提高激光切割機的效率和經濟效益,主要是縮短激光切割時間,提高板材的利用率,不僅需要研究激光切割最短空行程,還要研究打孔耗時、切割停頓和套料共邊等問題。
切割時間
激光切割路徑可以劃分成兩部分,包含了用于去除或分離材料的切割路徑和工序空程路徑,其中切割路徑是有效工作路徑,所消耗的時間是有效切割時間,而空行程是無效路徑,消耗的時間是無效工作時間。
對于1臺數控激光切割機,當使用最大功率加工部件時,在保證質量的前提下,其有效切割速度是一定的,要想提高切割效率,縮短無效切割時間,減少切割路徑長度是主要的途徑。另外,適當調整切割過程工藝參數,選用不同的穿孔方法,也可相應節約切割加工消耗的時間停頓。以打孔為例,如外光路調整、聚集光束、垂直度調整等屬于工藝調節停頓。
材料利用率
板材激光切割加工后分成兩部分,包含了零件和余料,其中按設計圖紙切割下來的工件是真正有用的零件,余料都是不規則的狀態,通常是作為廢料處理。所以激光切割材料有效利用率=有用零件面積/板材總面積×100%,要提高板材利用率,就必須減少激光切割后的余料。現在激光切割設備一般可利用計算機優化套排功能,將多個不同形狀的零件套排在一張板上,減少各個零件的切割間距和搭邊距離是材料節約的主要途徑。當然,也可根據工件大小選用較小尺寸規格的原料板材,或者按零件實際尺寸直接做成非標定尺寸板材,來提高板材的實際利用率。
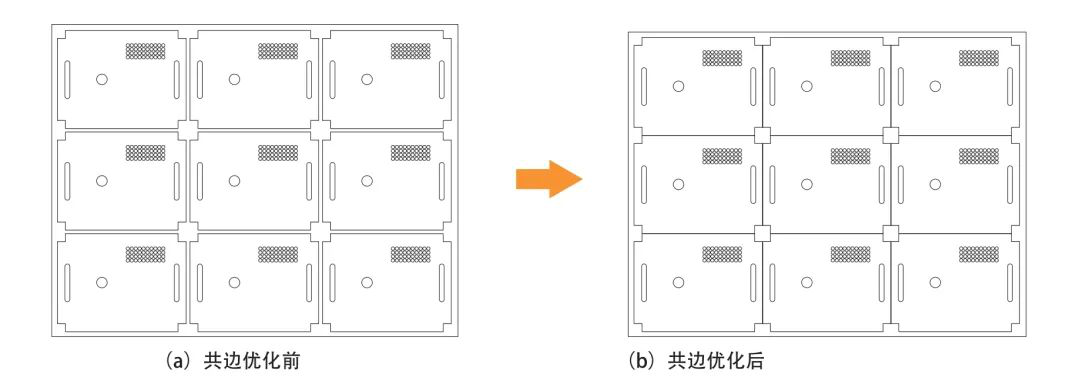
圖1 共邊切割案列
利用激光切割機的離線編程軟件,對在板材上套料和工藝設定做優化,以提高板材利用率和切割效率,主要采取以下幾點措施。
套料時采用借邊、共邊
規則外形零件在套料時采用借邊、共邊套料。在共邊切割(圖1)時,兩個零件其中有一條邊是公共邊,所以切割路徑會大幅度縮短,從而減少了切割時間。一張板上不能將所有零件都做共邊,一般建議2~4個零件之間作為一組做共邊。不然所有零件都共邊在一起,會造成零件在工作臺上不穩定,由于切割完后的零件會翹起,在加工完的產品零件邊上加工別的部件,會干涉、損壞切割頭。為提高最終零件的外形尺寸精度。其實共邊切割時,可采用橋接方法即在套料時零件和零件之間要有間距做精密微連接(圖2),距離為激光光斑的直徑。
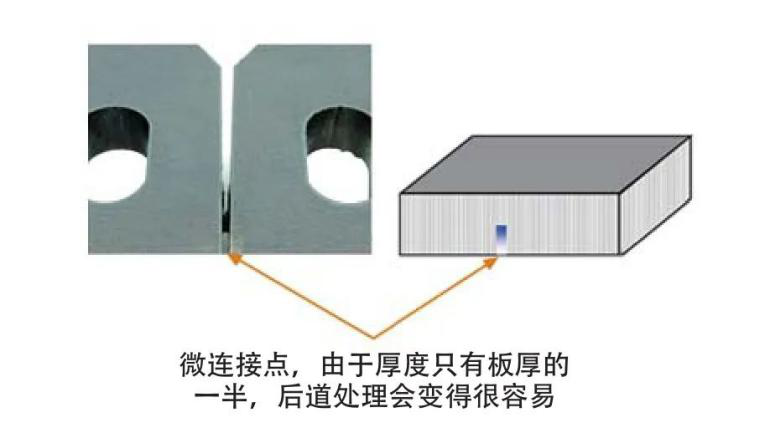
圖2 微連接
據統計,采用共邊切割案例,實際切割路徑能縮短30%,材料利用率提高8%左右。
減少切割頭抬起動作
通常機床在切割完一個輪廓后會抬起到一定高度,然后移動到下一個輪廓的切割位置做刺穿和切割。其目的在于防止切割頭在從當前輪廓移動到下一個切割輪廓時,與被切割件相撞。但是一旦對切割頭的切割路徑做優化,或采用微連接處理輪廓,則可去除切割頭的抬起動作,提高機床的切割效率。
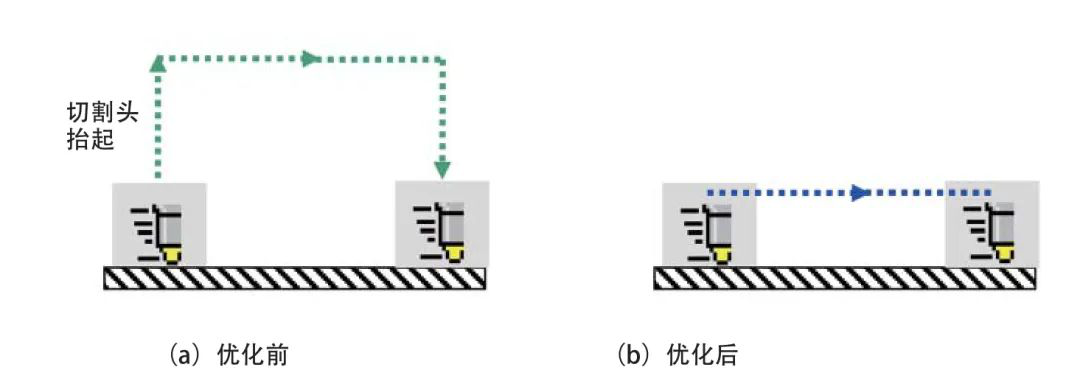
圖3 切割頭抬起動作優化前后對比圖(虛線為切割頭運動路徑)
如圖3a所示為切割頭的抬起動作,如圖3b所示為在編程軟件中做優化和設定后切割頭不抬起,直接移到下一個輪廓的切割位置進行切割。
注意,使用上述優化手段后,必須注意切割頭的運動軌跡,也就是說切割頭不能從已經切割完畢的輪廓上方走過,如圖3所示。
如圖4所示,零件1割完后,切割頭直接沿著紅線移到零件2位置做切割,應該避免下面這種情況,如果零件1未采用微連接的話,零件容易翹起來,當切割頭從上方走過時,零件會和切割頭發生碰撞。
解決方案:⑴零件1使用微連接,使零件1在割完后不會翹起來;⑵修改導入線位置;⑶如圖5所示,零件1割完后,切割頭不會從零件1上方直接越過。
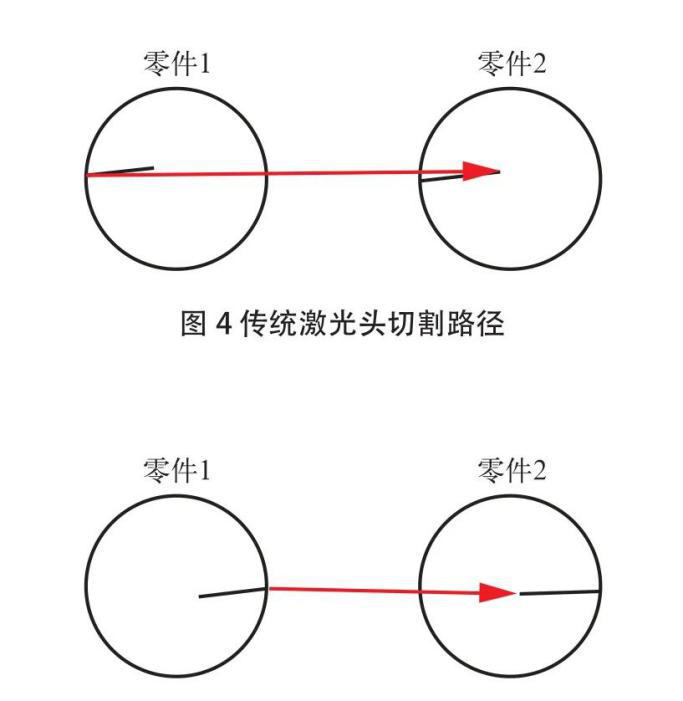
圖5 優化之后的激光頭切割路徑
優化切割路徑起點打孔的工藝處理
激光切割孔前,先要在板材上打孔,材料經連續激光的照射后在中心形成一個凹坑,然后由與激光束同軸的工作氣流將熔融材料去除形成一個孔。此孔類似于線切割的穿線孔,激光束以此孔為加工啟始點進行輪廓切割。通常情況下,飛行光路激光束的走線方向和被加工零件切割輪廓的切線方向垂直。影響激光打孔質量的因素有很多,應該要根據打孔的原理和特點,而且必須對打孔的參數進行分析和了解,以優化加工工藝,對不同零件輪廓使用不同的刺穿工藝和加工工藝。激光切割機的刺穿方式主要為以下三種:
⑴不刺穿(適用于1mm以下的薄板)。
⑵普通刺穿即脈沖方式刺穿,采用高峰值功率的脈沖激光使少量材料熔化或汽化。每個脈沖光只產生小的微粒噴射,逐步深入,因此厚板穿孔時間需要幾秒鐘。優點是刺穿孔質量高,保證切割質量。缺點是耗時長,需要一定的調試經驗,刺穿時間隨板材厚度增加而增加。
⑶快速刺穿即爆破穿孔,材料經過連續激光的照射后在中央形成一個凹坑。優點是刺穿時間短。缺點是刺穿孔大,如果位置設置不好會影響輪廓,從而影響切割質量;刺穿時間在1s之內。
對于厚板切割,尤其是大輪廓切割。例如4mm以上碳鋼板,直徑為10mm以上的孔,可以建議使用快速刺穿取代普通刺穿;但是設置快速刺穿前,要合理地調整輪廓切割的導入線長度(快速刺穿的孔孔徑較大,表面粗糙,需要更長的導入線以修正切割質量)。
如圖6所示,為普通刺穿和快速刺穿的比較,很明顯快速刺穿的孔要大于普通刺穿,其對輪廓邊緣的影響也大于普通刺穿。
圖6 穿孔方式
優化板材套料,節約板材浪費
由于工藝需要,零件在套料時往往會預留安全空間,比如零件套料之間的間距或距離板材外圍輪廓的距離。適當減少間距,或采用共邊能起到節約板材的目的。
為了說明如何縮短激光切割時間,提高板材利用率,本文提出了采用共邊切割,優化板材套料,減少切割頭抬起動作,合理選用打孔方式。經過實際驗證,綜合運用上述方法,能有效提高工作效率,減少廢料,提高綜合經濟效益。
機械手視覺定位、圖像處理庫等為核心的20多款自主知識產權產品。涉及自動貼合機、絲印機、曝光機、疊片機、貼片機、智能檢測、智能鐳射等眾多行業領域。雙翌視覺系統最高生產精度可達um級別,圖像處理精準、速度快,將智能自動化制造行業的生產水平提升到一個更高的層次,改進了以往落后的生產流程,得到廣大用戶的認可與肯定。隨著智能自動化生產的普及與發展,雙翌將為廣大生產行業帶來更全面、更精細、更智能化的技術及服務。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
