熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


脫泡三大要素和脫泡機理
因為TP&LCM 與OCA中間會殘留一定程度的空氣質量,所以OCA貼合后必須脫泡。
脫泡三大要素:時間,溫度、壓力。
溫度加熱
1、增加膠的粘度;2、加速膠的流動性;3、增加滋潤度
壓力加壓
1、加速膠的流動;2、增加滋潤度;3、施壓去除氣泡
時間
1、使膠持續流動;2、催化溶入現象去除氣泡
1、LCM和TP個體表面是不會完全平整,毫無公差,再加上TP上油墨段差,所以在油墨邊緣,TP VA 區域邊緣殘留氣膜是必定的;另外在G+G全貼合中,也會產生少量氣泡。
2、脫泡的三大要素,時間,溫度,壓力 。主要是增加膠的流動性及滋潤度并產生適當的擠壓壓力,催化空氣溶入現象來去除空氣這個質量,空氣質量不會排除或消失,只會擴散至OCA表面及融入OCA中。
3、合適的脫泡溫度,壓力,時間,避免膠的邊緣吸收太多的空氣。
氣泡失效機理
使用真空貼合機貼合完后,貼合面容易留下氣泡,大部分可以通過脫泡脫除,但20%的幾率會留小單點的小氣泡,這種小氣泡有兩種類型:
1,脫泡不良
2,Delay Bubble
脫泡不良
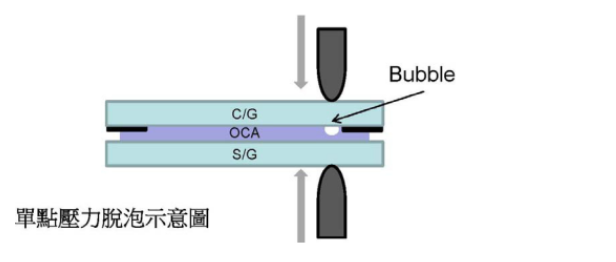
一次脫泡后留下的小氣泡很難再次脫掉,因為氣泡縮小了而相對面積下的OCA變大了,行成圍墻效應,也就是說壓力無法有效傳遞到小面積的氣泡上,導致無法脫泡完成,可以使用單點壓力脫泡的來解決這個問題
Delay bubble
Delay bubble 的定義是脫泡完成后立即或某一段時間之后又再次復發的氣泡,產生的原因歸納為兩種特性:
1. 挺性型再發氣泡
2. 內應力型再發氣泡
挺性型再發氣泡
G+G貼合施壓后隨之對TP 油墨段差產生壓力,TP材質挺性不會消失,所以在油墨邊緣就會產生挺性型再發氣泡,單點壓力脫泡可以消除,但TP挺性卻永遠存在,這就有再次再發的可能性。這里我們使用”脫泡緩慢泄壓”的方式有效減少TP挺性應力與OCA應力回復的不平衡現象。
另外,通過調整脫泡機參數,通常減少脫泡壓力和降低脫泡溫度對減少Delay Bubble 有益。
脫泡緩慢泄壓
脫泡緩慢泄壓一般我們脫泡機的動作是壓力或溫度同時或分時產生,然后再依時間設定開始脫泡程序,直到脫泡時間完成同時降溫減壓,依照設定壓力及脫泡機排氣設計不同泄壓的時間由30sec~60Sec不等!這樣的泄壓程序有一個很大的盲點就是TP并不會因為壓力及溫度造成多大的改變,而OCA對于溫度壓力卻很敏感,所以當壓力快速釋放的當下,TP的挺性很快會回復,但暫時被膠的黏性牽制住了!然而OCA的挺性恢復就很慢了。這樣當脫泡Module 一離開脫泡機,OCA 還殘留一定的核心溫度,內應力較小就很容易會被TP 挺性應力拉開產生小氣泡,這里多數是原來就有氣泡的地方,而內部確實也有少量的空氣質量,這種稱謂析出現象。
緩慢泄壓;改變泄壓程序先保持溫度不變,再以每秒鐘較少0.03Kg/cm2的的泄壓速度直至無壓力為止。
應力型再發氣泡
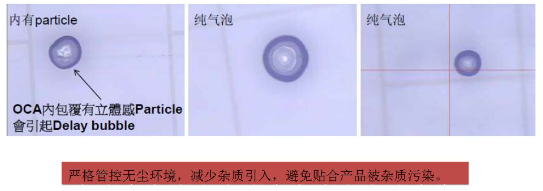
這種類型的Delay Bubble 是最麻煩的類型,這類型的再發氣泡是由OCA及OCA與TP/LCM夾層的Particle(雜質)引起的,但不是所有的Particle 都會產生這種類型再發氣泡,也與Particle 的尺寸大小無關,無法根據單純的量測篩選作防治,主要的關鍵點在于Particle 的立體形狀,一般立體的Particle 容易產生氣泡。
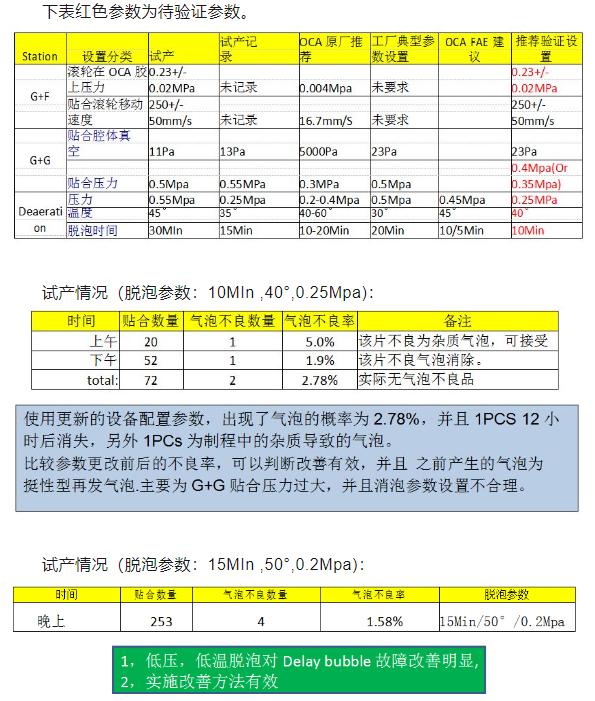
匯總收集到的生產工藝設置參數,根據脫泡失效原理中各參數的影響,針對滾輪壓力,貼合壓力,脫泡壓力,脫泡溫度,脫泡時間重新設置參數,考慮到目前的氣泡反彈現象,將與產品變形相關的參數調整到最小。
氣泡故障觀察重點和經驗總結:
1.確認故障氣泡是沒有脫干凈還是反彈氣泡(Delay bubble),沒有脫干凈氣泡通過延長脫泡時間,增加脫泡壓力,提高脫泡溫度進行試驗,優先順序為 時間,壓力,溫度。
2.確定故障氣泡是在TP和OCA之間,還是OCA和LCM之間,通過放大鏡調焦清晰度判斷是在哪一層,在LCM和OCA之間時,調焦清晰度與LCM的RGB點陣清晰度相同。TP和OCA之間氣泡主要為油墨段差,全貼合(G+G)壓合應力,脫泡應力導致。通過降低TP和LCM的貼合壓力,脫泡壓力,脫泡溫度來優化反彈氣泡。
3.確定故障氣泡是空氣引起還是雜質引起,雜質引起的氣泡里面有立體雜質。雜質氣泡需要管理好無塵車間,特別是來料產品上的雜質被帶到車間和貼合部件上。
4.使用UV照射脫泡后的產品,有益于避免氣泡反彈。
根本原因
之前氣泡不良品主要為挺性型再發氣泡(Delay bubble 的一種)。主要為G+G貼合設備貼合壓力過大,并且消泡參數設置不合理,貼合應力和消泡應力導致在消泡后出現氣泡反彈。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
