熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


動力電池目前的主流生產工藝,無論是以特斯拉和松下主導的圓柱路線,還是以三星、CATL主導的方形路線,仍還在沿用數碼鋰電時代的卷繞制造工藝。但在車規級動力電池對于大容量、大規模、標準化的要求趨勢下,對制造一致性、制造質量、制造安全性的要求也越來越高,卷繞工藝存在的問題逐步顯現出來。
在此背景下,疊片工藝能夠很好的滿足鋰離子在電池內部均勻、平行移動的需求,且疊片工藝具備接觸界面均勻、內阻低、能量密度高、倍率特性好、極片膨脹變形均勻等綜合特點,已經成為未來電池結構發展的重要趨勢。
疊片設備的分類
Z型疊片
可以分為單工位Z型疊片機、多工位Z型疊片機、搖擺式Z型疊片機和模切Z疊一體機。從電芯結構工藝角度分析,由于Z型疊片的機理是隔膜材料的往復高速運動再配合疊臺的壓針動作,這個過程免不了會出現極片定位不準(壓針撤離極片移動,無法在線監測),不能在線數據閉環的問題,同時出現隔膜拉伸變形不均勻,在高加速運動中變形破壞的風險也會更高。
從制造角度分析,Z型疊片需要下料和尾卷的輔助時間,這在電芯制造過程中會對效率產生較大的影響。Z型疊片提升效率的方式除了單工位效率提升外,一般采用多工位的制作方式來提升效率。但是多工位Z型疊片機存在較復雜的極片調度系統,整機的實際利用率較低。
復合疊片
可以分為復合卷疊機、復合堆疊機和復合折疊機。復合疊片的基礎需要使用雙面涂膠隔膜,包括水系或油系隔膜。通過壓力和溫度將極片與隔膜粘附在一起形成復合單元,再使用不同的方式進行電芯成型。同時復合疊片技術較適合用于未來半固態或全固態電池的制作。復合疊片可以保證隔膜張力均勻,沒有拉伸突變,隔膜極片結合界面均勻,可以在線檢測正、負極片,隔膜的對齊度實現制造數據閉環,因而對疊片制造質量提升很有幫助。
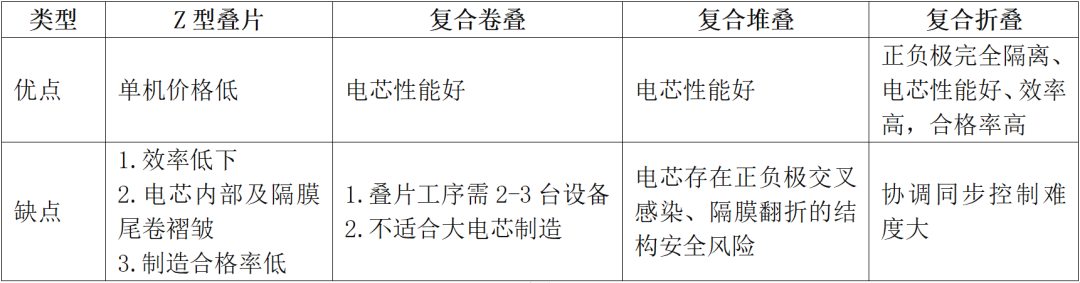
疊片分類及優缺點
(工藝流程示意)
疊片設備的原理
① Z型疊片機:
此設備完成動力電池的自動疊片、貼膠及自動下料功能。隔膜主動放卷,經過渡輥,垂直張力機構引入主疊片臺。主疊片臺帶動隔膜前后往復運動,呈Z字形折疊并放置極片。正負機械手分別從正負極片盒內取出極片,經次定位臺定位,精確疊放在主疊片臺上。在疊放至設定片數后,停止疊片,完成尾卷、貼膠后,自動下料到后工序。其設備流程圖和主要性能指標表如下:
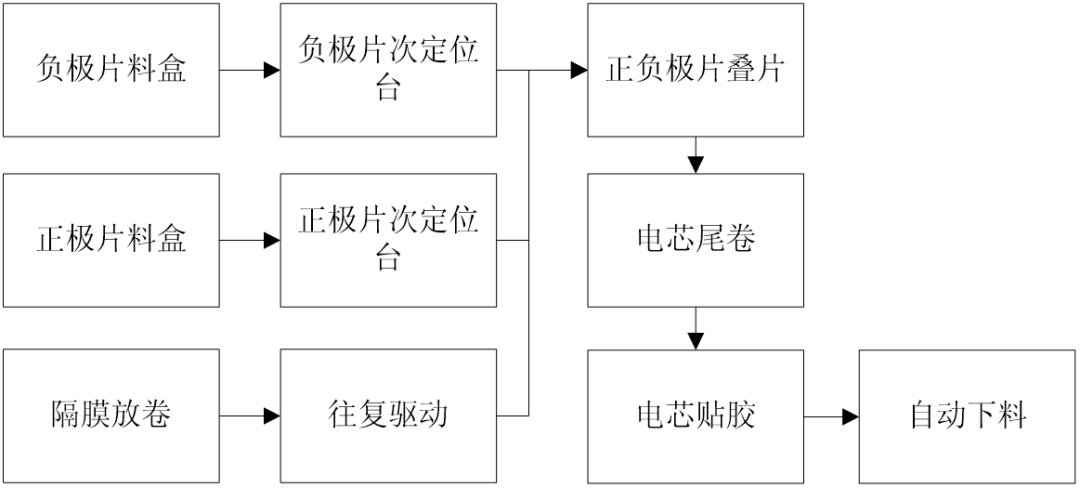
Z型疊片機設備流程圖
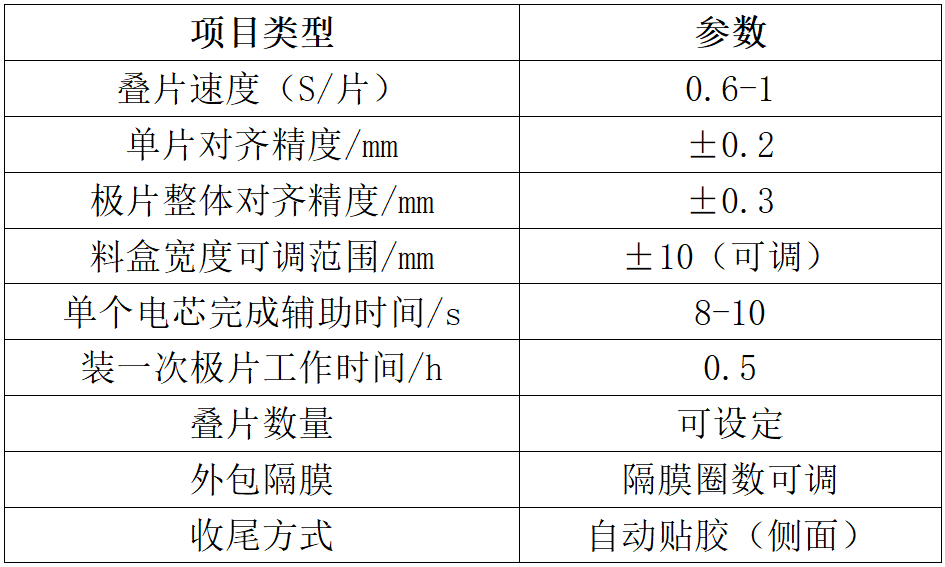
Z型疊片機主要性能指標表
②復合疊片機:
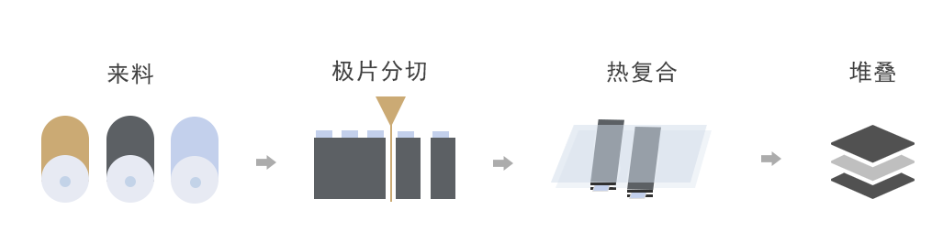
用于實現高速全自動疊片工藝,主要包含正負極片與隔膜放卷機構、極片裁切與除塵機構、極片隔膜熱復合機構、疊片平臺、電芯熱壓、貼膠、稱重、貼二維碼與掃碼機構等。其設備流程圖和主要性能指標表如下:
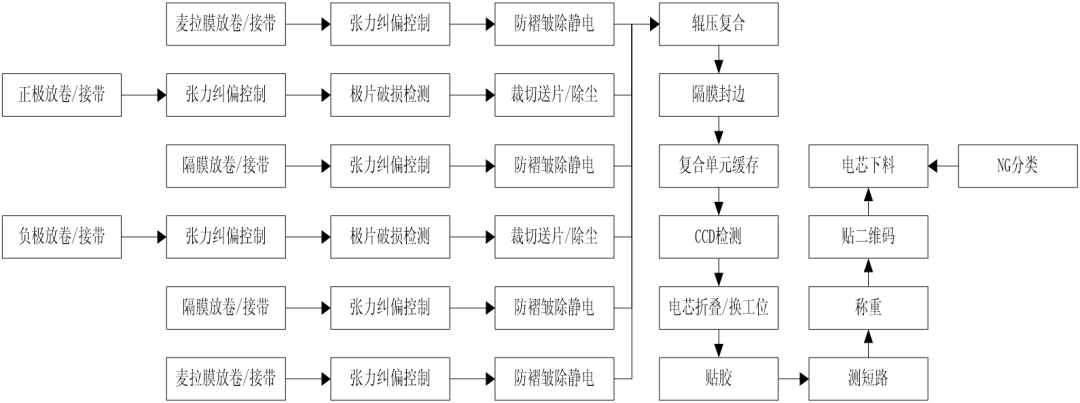
復合疊片機設備流程圖
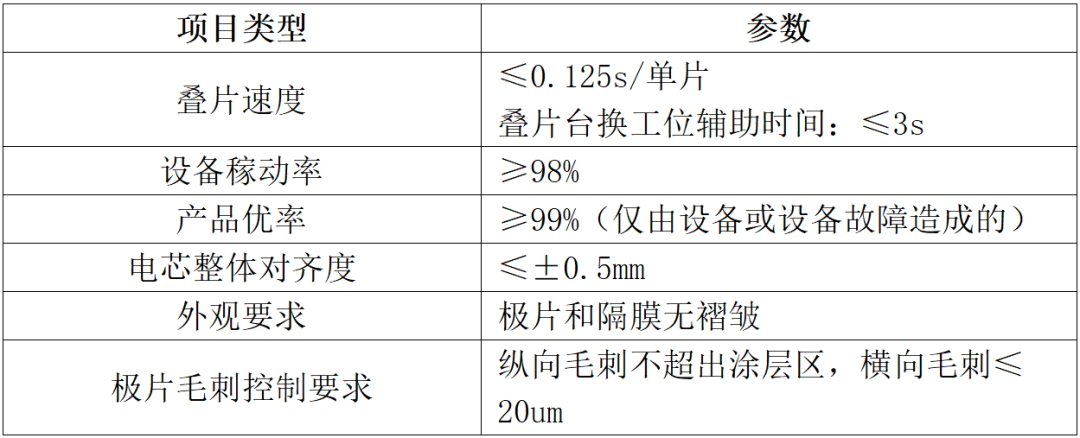
復合疊片機主要性能指標表
疊片設備的關鍵結構
①Z型疊片機
主要部件構成包括:機架系統、正/負極片盒組件、隔膜放卷組件、負極片二次定位組件、疊片臺組件、機械手組件、隔膜切斷組件、電芯貼膠組件、電芯下料組件。
Z型疊片貼膠示意圖
②復合疊片機
主要部件構成包括:機架系統、放卷系統、張力控制系統、極片來料缺陷檢測、麥拉膜收放卷系統、糾偏系統、極片裁切/送料系統、熱復合系統、疊片平臺、貼膠機構、Hi-pot測試機構、稱重機構、貼二維碼掃碼機構、下料機構、粉塵控制機構。
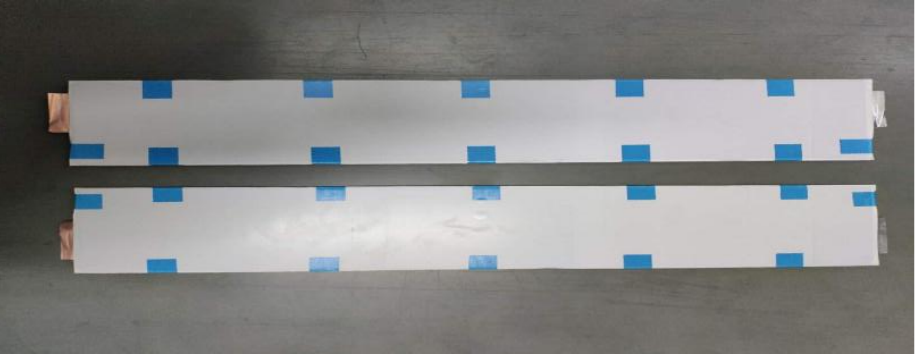
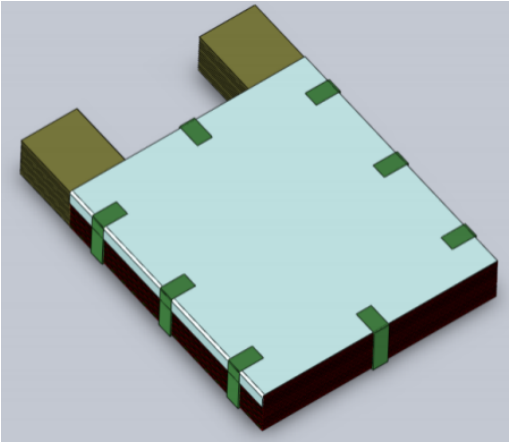
復合疊片貼膠示意圖
疊片設備的發展趨勢
? 單機效率提升:由單機1GWh能力逐步往2GWh、4GWh、8GWh提升。
? 產品合格率提升:由現有的99%逐步往99.5%、99.9%、99.99%發展,同時產品的一致性CPK由1.33逐步提升至2.0以上。
? 設備穩定性提升:MTBF逐步發展到數千小時。
? 智能化一體化:模切疊片一體化、數據閉環智能化。
疊片機設備核心指標路線如下圖:
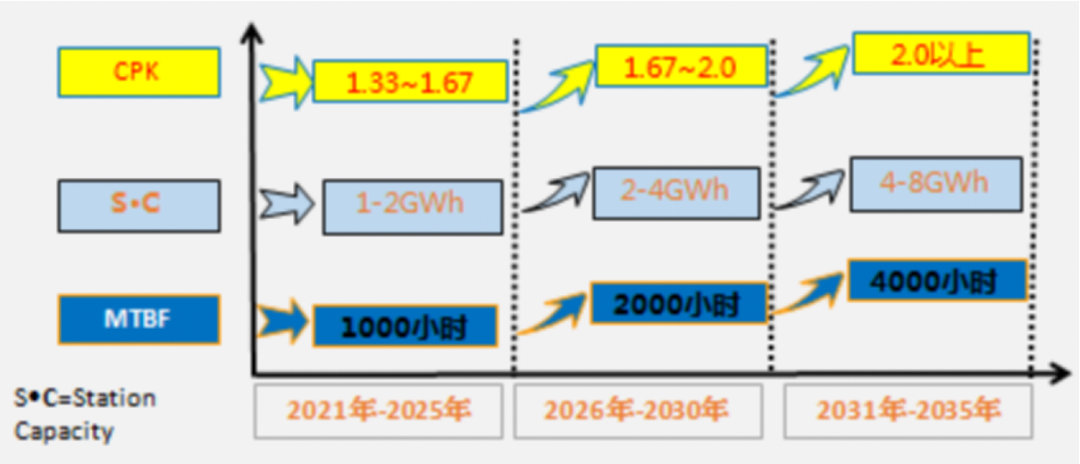
疊片機設備核心指標路線圖
盡管疊片工藝對于動力電池性能的提升優勢明顯,但擺在產業鏈企業面前的現實問題是,疊片工藝在實際的產業化應用中面臨著毛刺、粉塵控制等難題,仍需在未來制造技術發展中不斷突破與創新。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
