熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


一、模切機概述
1.模切機工作原理
提到模切機,想必大家并不是很了解,它又叫啤機、裁切機、數控沖壓機,屬于設備配件一類。主要用于相應的一些非金屬材料、不干膠、EVA、雙面膠、電子、手機膠墊等的模切(全斷、半斷)、壓痕和燙金作業、貼合、自動排廢,模切機利用鋼刀、五金模具、鋼線(或鋼板雕刻成的模版),通過壓印版施加一定的壓力,將印品或紙板軋切成一定形狀。是印后包裝加工成型的重要設備。
模切機的工作原理是利用鋼刀、五金模具、鋼線(或鋼板雕刻成的模版),通過壓印版施加一定的壓力,將印品或紙板軋切成一定形狀。若是將整個印品壓切成單個圖形產品稱作模切;若是利用鋼線在印品上壓出痕跡或者留下彎折的槽痕稱作壓痕;如果利用陰陽兩塊模板,通過給模具加熱到一定溫度,在印品表面燙印出具有立體效果的圖案或字體稱為燙金;如果用一種基材復在另一種基材上稱為貼合;排除除正品以外其余的部分稱為排廢;以上可以統稱為模切技術。
2.CCD模切機工作原理模切機適用于卷狀印刷物,搭載CCD視覺對位系統。自動捕捉產品靶標后計算XYR偏差量控制UVW平臺進行糾偏。修正固定位置后進行沖切作業,同時根據總糾偏量修正下次拉料長度

全PC產能:8000PCS/H PC+PLC產能:4500PCS/H
3.CCD模切機對位原理
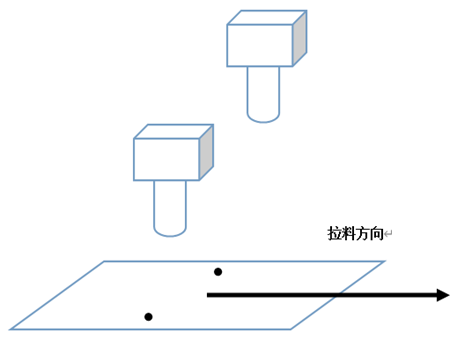
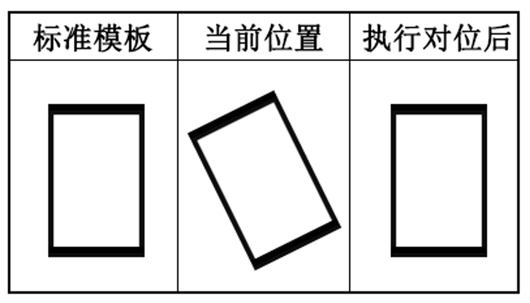
雙相機自對位
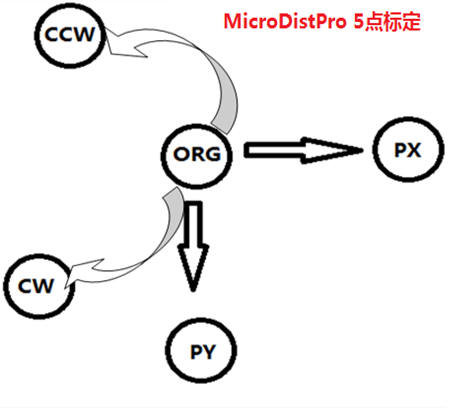
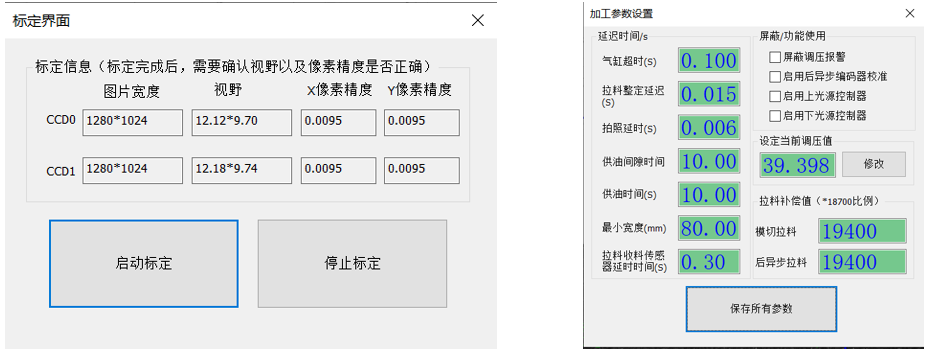
4.CCD模切機標定原理
a,平臺在原點
b,平臺走X+
c,平臺走X-Y+
d,平臺走Y-R+
e,平臺走2R-
f,平臺回原點
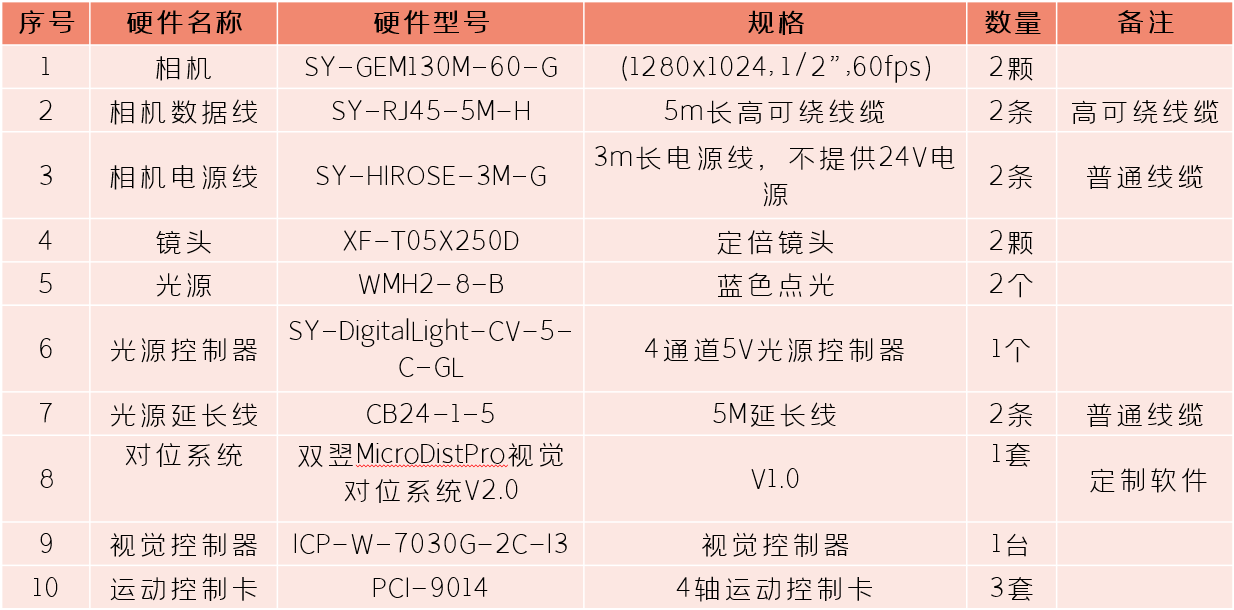
二、系統配置

三、重要工藝
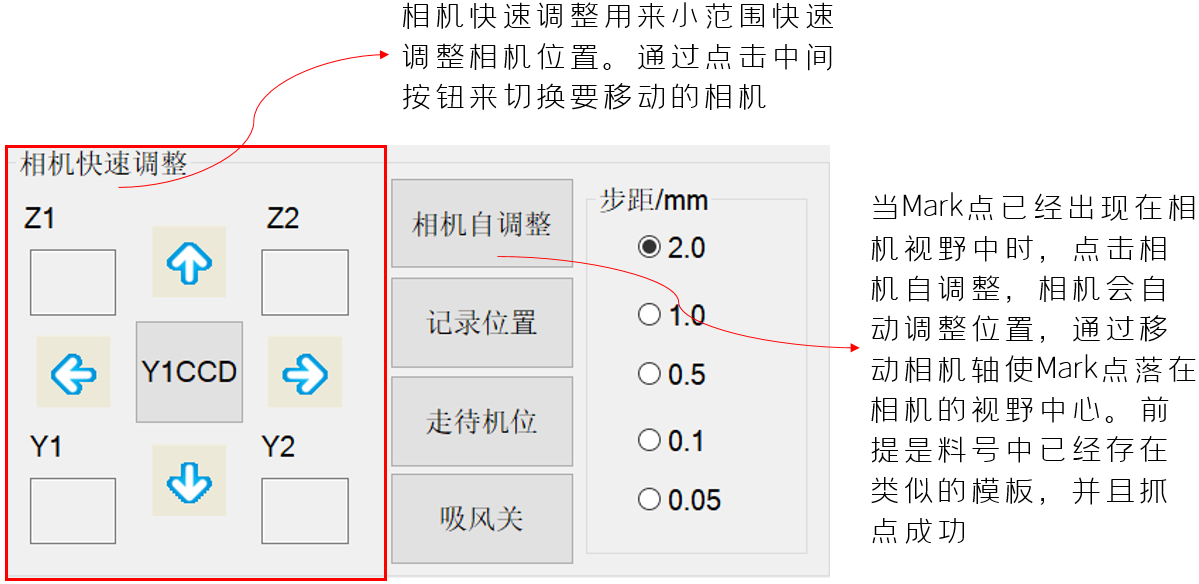
1.相機快速調整&自調整
2.拉料模式
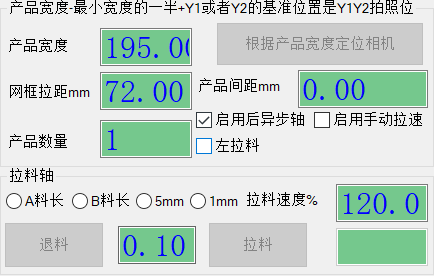
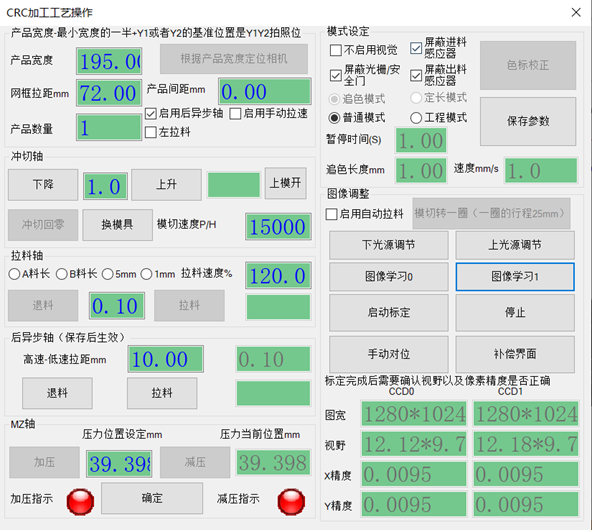
產品寬度:產品前后兩個Mark點距離,通過這個參數來計算相機間距
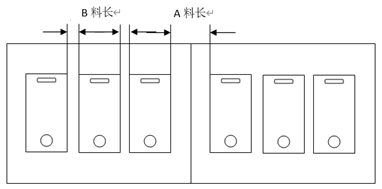
A料長:即網框拉距
B料長:產品間距
產品數量:一版中物料個數
5mm&1mm:手動拉距
拉料速度%:設置手動拉料速度
啟用視覺對位時,拉料速度百分比參數無效,拉料速度按照軸參數設定值為準
不啟用視覺對位時,拉料速度會根據沖切速度重新匹配出一個拉料速度。
啟用手動速度:勾選后,才可以修改拉料速度百分比,并且此時的拉料速度為手動拉料時的速度。
左拉料:勾選代表進料設備在沖切左側
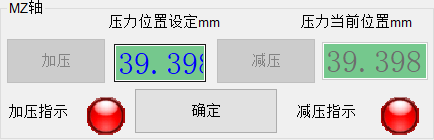
3.調模軸
通過調節模組的高度實現沖切壓力調節,
值越大,沖切壓力越小
值越小,沖切壓力越大
每次調節量為0.005mm
加壓指示燈和減壓指示燈用來提醒操作人員當前調節的時加壓還是減壓,以免調節錯誤
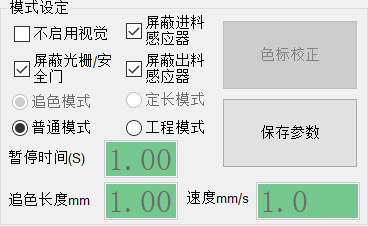
4.模切機工作模式
不啟用視覺對位有以下幾個工作模式
追色模式:通過色標傳感器搜索mark點,搜索到mark后停止拉料沖切
定長模式:固定拉料長度,固定頻率沖切物料
普通模式:沖切速度和拉料速度相匹配
工程模式;沖切速度和拉料速度不匹配
例如:生產大尺寸物料時,由于拉料耗時久進而沖切速度慢,沖切壓力變小,導致物料沖切不斷,變采用工程模式,沖切軸可以通過設定停留時間來抵消拉料時間耗時
暫停時間:沖切軸上死點停留時間
追色長度:預留距離開啟掃描色標傳感器,例如mark點間距為90mm,追色長度為1mm,代表拉料到89mm時開啟追色功能
速度:色標傳感器開啟追標時的拉料速度
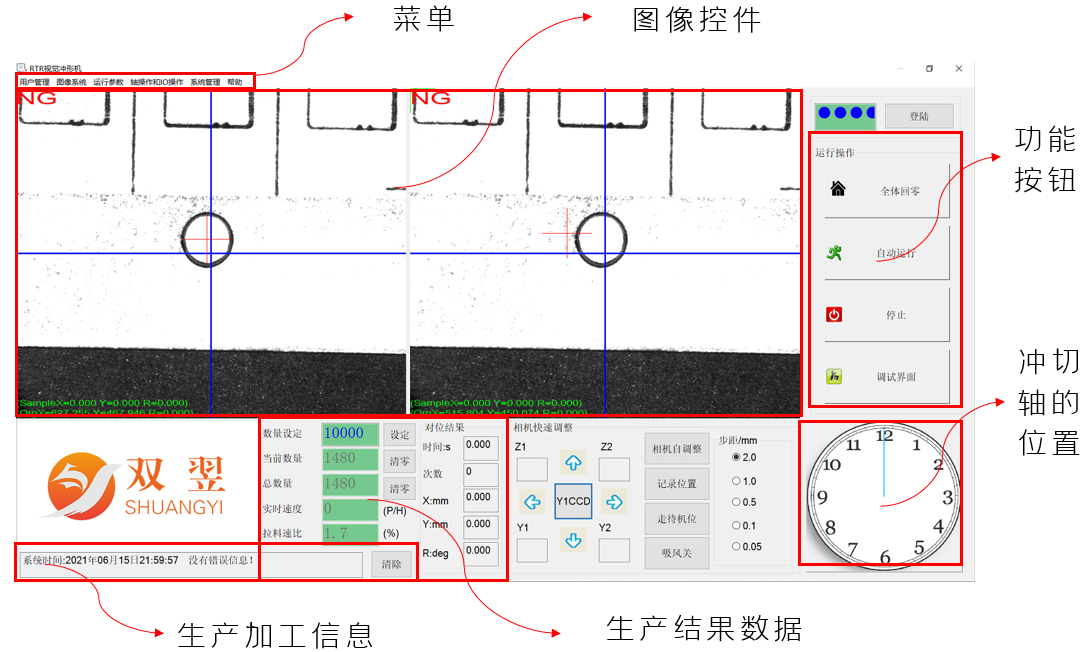
四、軟件操作
1.主界面
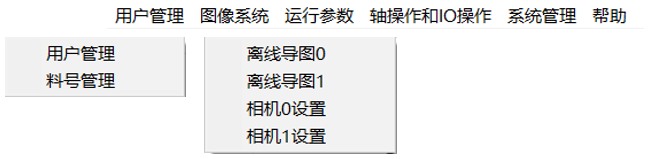
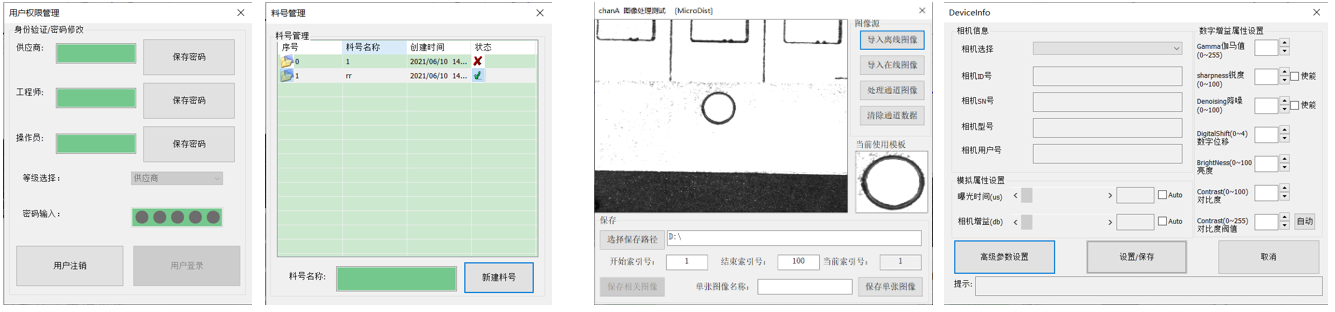
2.用戶管理&圖像系統
3.運行參數
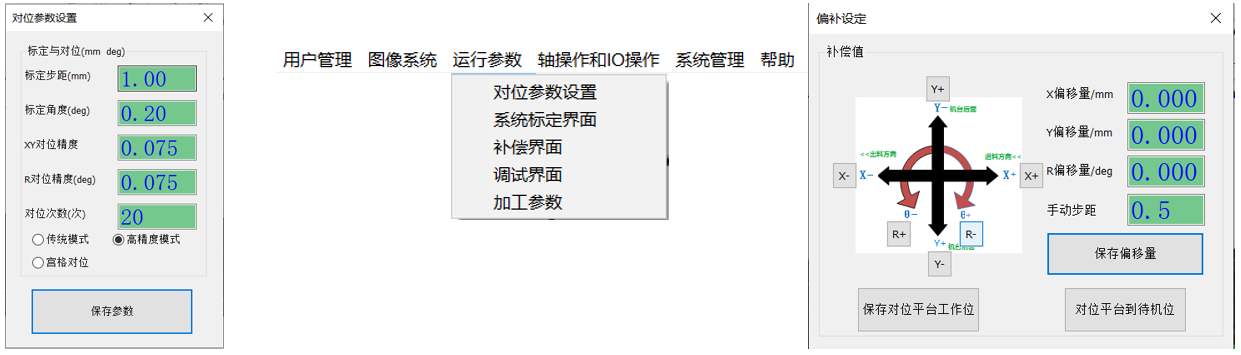
4.調試界面
下降&上升:沖切軸上升下降的按鈕,按鈕后面的輸入框為沖切軸移動距離
沖切回零:模切軸單獨回零
換模具:沖切軸走到上死點,調模軸走到最低位,然后更換模具
模切速度:沖切速度,1小時沖切次數
上摸開:加持模具的氣缸開關動作
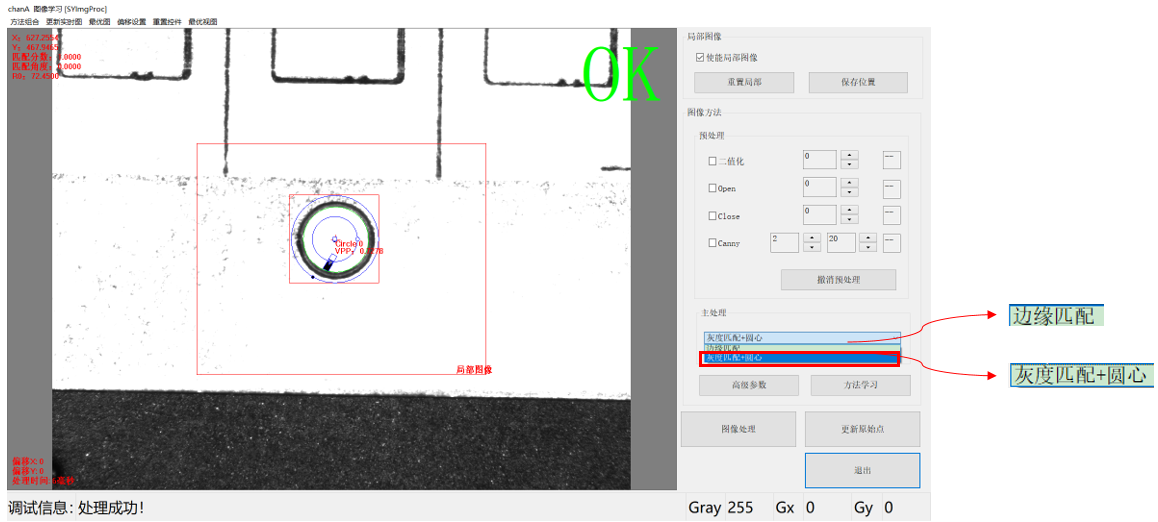
5.圖像學習
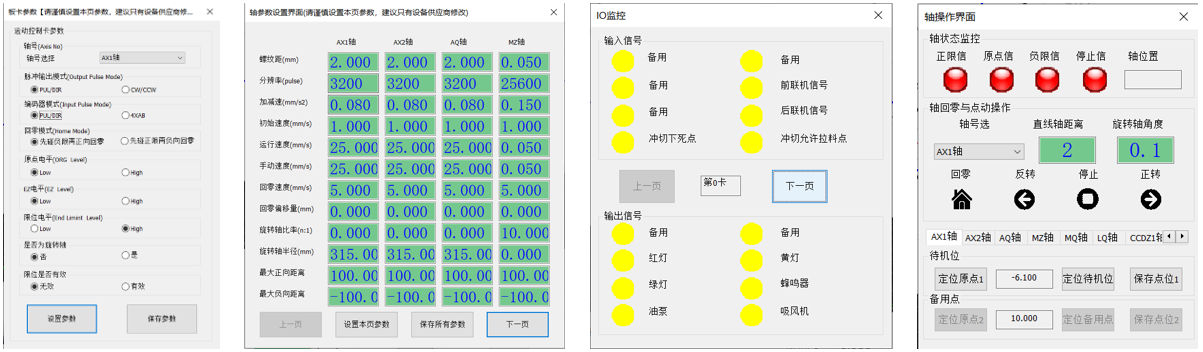
6.軸操作和IO操作
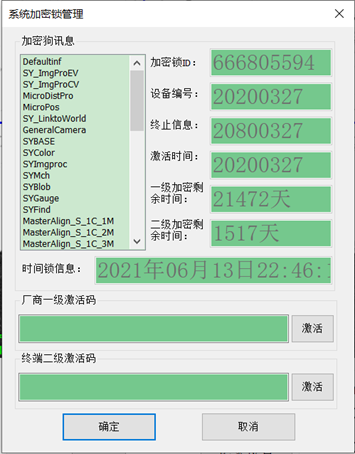
7.系統管理

熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
