熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


大家都知道圓柱電池僅用卷繞,軟包電池僅用疊片,方形電池是兩種工藝的重疊領域。鋰電池封裝方式可以分為方形、圓柱以及軟包。根據GGII數據,截至2022年第三季度,方形動力電池裝機量約156.47GWh,同比增長125%;軟包動力電池裝機量約9.32GWh,同比增長47%; 圓柱形動力電池裝機量約5.99GWh,同比下降10%。
方形電池可塑性較強,成組效率高,是目前主流整車廠商的首選。但行業內生產工藝不統一,單體差異性較大。方形電池可同時應用卷繞、疊片兩種工藝進行生產。
圓柱電池生產工藝最成熟,一致性較高,市場上主流型號包括1865、2170和4680。圓柱電池容量較低,結構件等分攤成本高,電芯數量遠高于方形和軟包電池,系統集成難度大,僅能通過卷繞工藝進行生產。
軟包電池在同容量下重量最輕,定制化程度高,界面均一性好,快充性能好。但鋁塑膜依賴進口,生產成本高,行業內的生產標準并未統一,電池一致性較差。主流軟包電池采用疊片工藝。
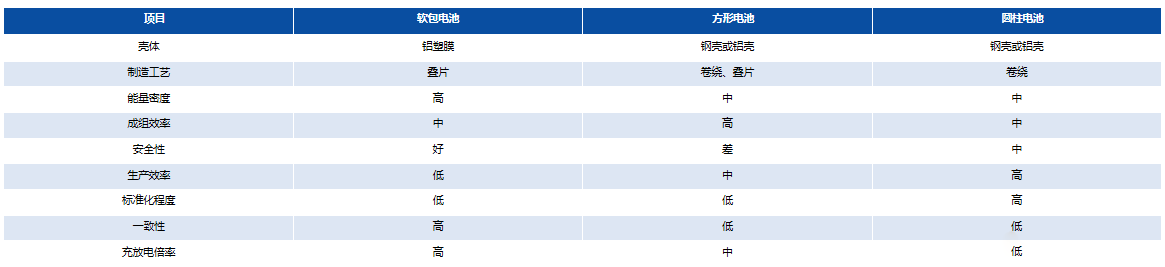
電池性能對比
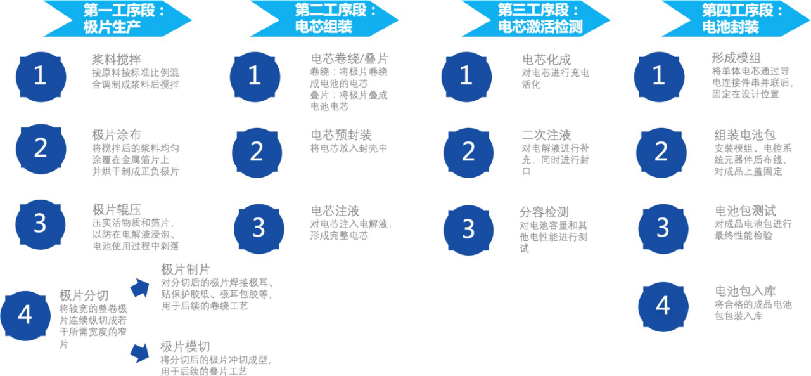
鋰電池的生產共分為四大工序,分別對應極片生產、電芯組裝、電芯激活檢測和電池封裝。
極片生產是鋰電池制造的基礎,對極片制造設備的性能、精度、穩定性、自動化水平和生產效能等有著很高的要求 ,主要分為漿料攪拌、極片涂布、極片輥壓、極片分切四個步驟。在極片分切 后會根據電芯的要求分別采取制片或模切工藝,將窄極片制成適合卷繞或疊片的第一工序段半成品。
電芯組裝是鋰電池生產的中段環節,對精度、效率、一致性要求較高,主要包含電芯卷繞或疊片、電芯預封裝以及電芯注液三個步驟,卷繞是將極片卷成極組,疊片是將極片疊成極組。根據 GGII測算,中段環節的設備采購金額占全流程設備總價值的30%-35%,其中,卷繞機、疊片機的采購金額約占中段環節的70%,是最核心的生產設備。
電芯激活檢測、封裝是鋰電池生產的后段環節,化成和分容是其中最重要的部分。化成是對注液封裝后的電芯充電進行活化,分容是在電池活化后測試電池容量及其他電性能參數并進行分級。
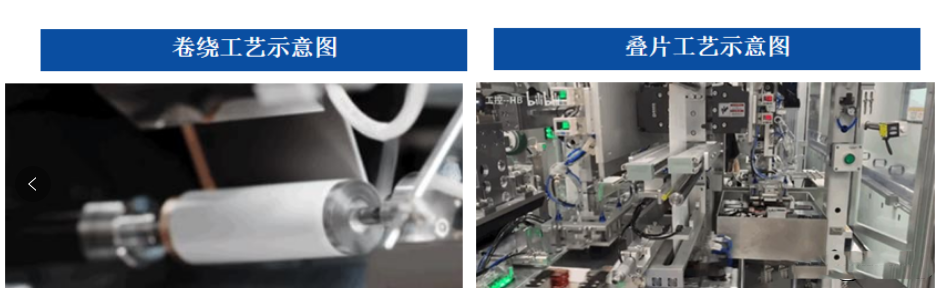
卷繞是通過控制極片的速度、張力、尺寸、偏差等要素,將正負極片、隔膜、膠帶等原料分條后按尺寸卷成極芯。
卷繞要求極片、隔膜在卷的過程中始終保持齊整,因此對糾偏技術要求較高。行業通常要求卷后正負極片和隔膜的上下偏差均小于0.5mm。
國內領先企業的圓柱電芯卷繞速度能達到18m/s;方形卷繞由于要保持線速度穩定,因此變角速度較慢,目前國內領先企業的生產速度約為0.8m/s。
通過卷繞工藝制成的圓柱形或方形半成品,最終會被放入對應的鋼殼/鋁殼形成不同形態的電芯。目前4680大圓柱電池采用卷繞工藝進行標準化生產,被特斯拉、寶馬等主流整車廠商大力推廣。
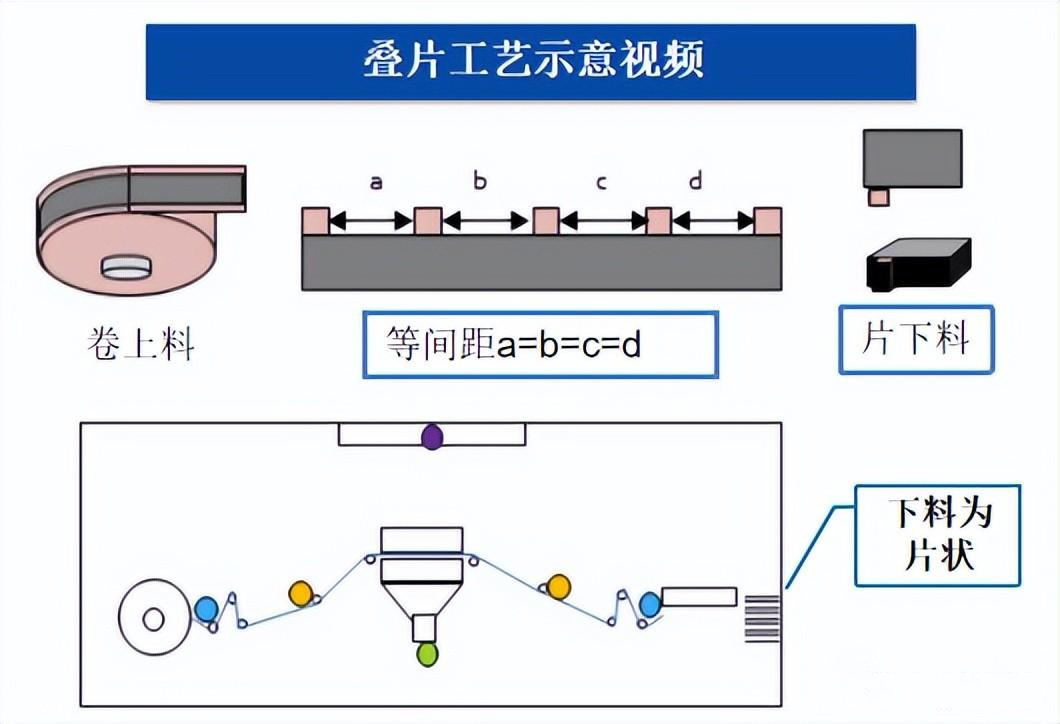
疊片是先根據電芯的層數要求確定極片數量,然后將正、負極片裁切成相同大小后間隔堆疊到隔膜上。
通過疊片工藝制成的軟包或方形半成品,最終會被放入鋁塑膜或鋼殼/鋁殼制成軟包或方形電芯。方形電池可通過疊片工藝向長刀、短刀電池發展,且目前已被比亞迪、蜂巢能源等公司應用;主流軟包電池通過疊片工藝生產。
疊片電池能量密度更高、內部結構更穩定、壽命長的同時安全性更好,但目前疊片設備的生產效率較低、設備投資成本更大且產成品良率不如卷繞。國內企業目前大多采用中小尺寸卷繞機,疊片機的比例還不高。
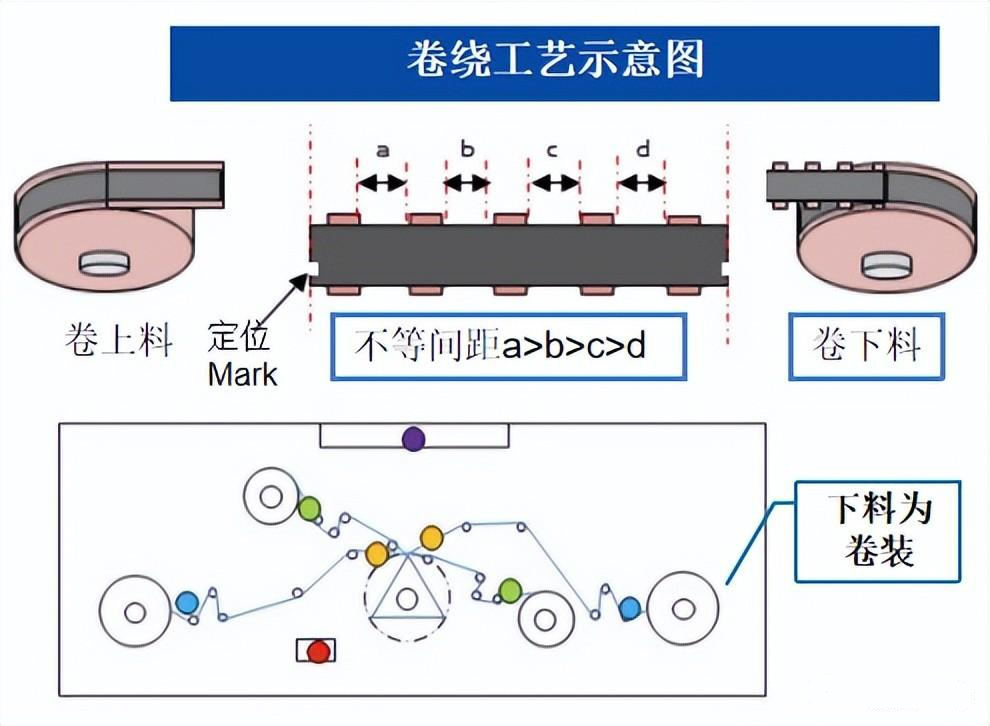
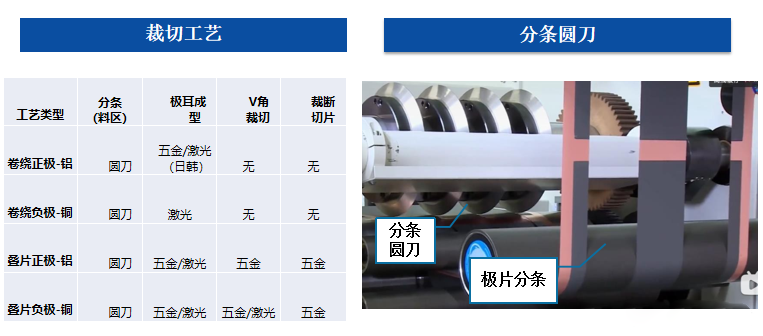
卷繞和疊片的模切方式、產品物料、極耳間距、沖切定位方式等存在差異性。
卷繞
模切方式:雙邊五金/激光模切;
物料差異:下料時為卷繞;
極耳間距:間距不等內圈小,外圈大;
沖切定位:有Mark孔定位,檢測到時進行切斷。
疊片
模切方式:單邊五金/激光模切;
物料差異:下料時為片狀;
極耳間距:等間距;
沖切定位:按片數計數。
卷繞和疊片在極片連續性、控制方式、裁斷次數等存在差異性。
卷繞
正負極:極片連續;
控制方式:控制極片的長度;
裁斷次數:僅需對每片極片進行一次截斷, 極片數量少, 質量可控。
疊片
正負極:極片不連續、呈現片狀;
控制方式:控制疊片數量;
裁斷次數:多次裁斷 形成成百上千的小極片, 工藝控制難度大, 且易產生粉塵、 毛刺等問題。
極片裁切邊緣的質量對電池性能和品質具有重要的影響。
毛刺和雜質:會造成電池內短路,引起自放電甚至熱失控。
尺寸精度差:無法保證負極完全包裹正極,或者隔膜完全隔離正負極極片,引起電池安全問題。
材料熱損傷、涂層脫落等:會造成電池內短路,引起自放電甚至熱失控。
切邊不平整,引起極片充放電過程的不均勻性。
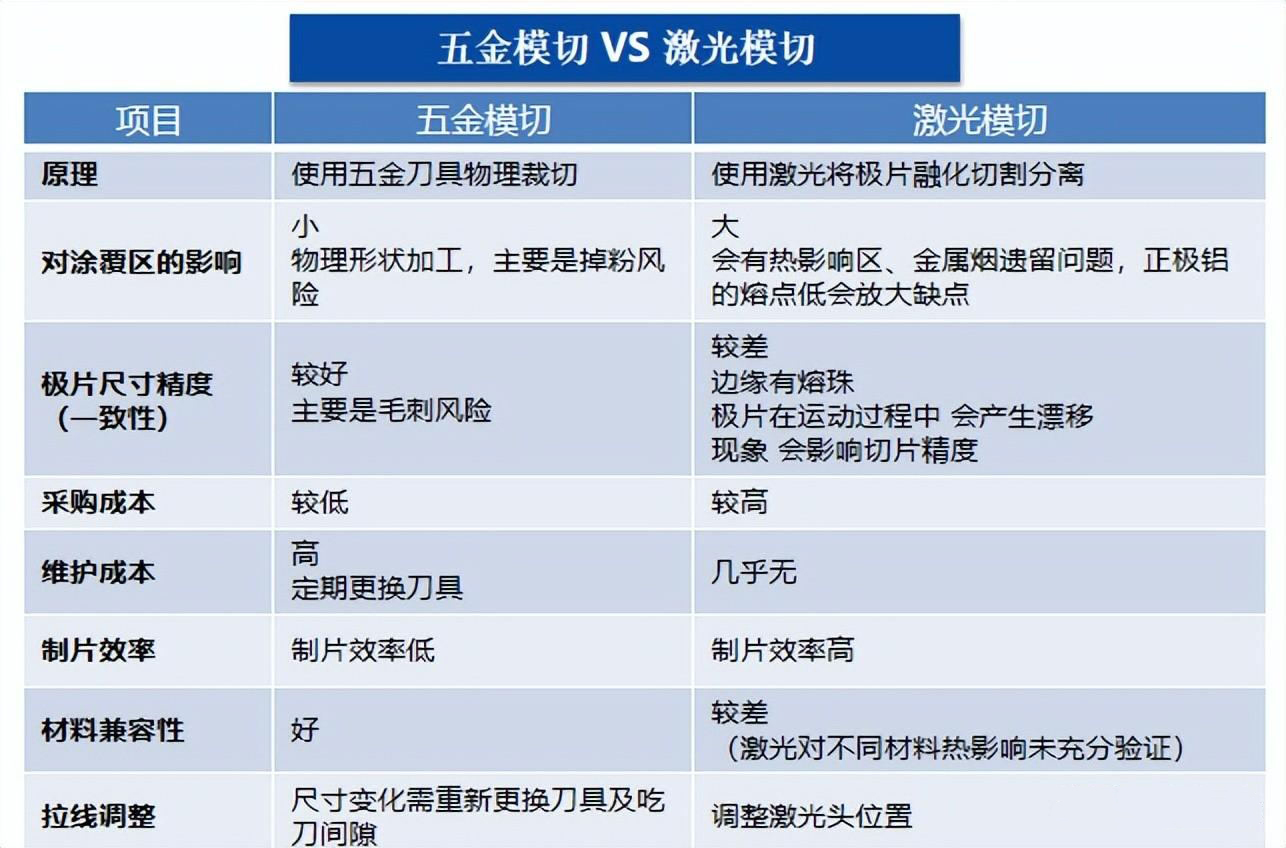
五金模具受益于疊片技術發展。
模具定期更換:
模切模具每3個月更換一次,模具在使用過程中可能會出現疲勞,卷刃需要磨刀刃,磨了十次就要更換。
模具要求更高
疊片對毛刺要求更高:消費電子是5微米左右,動力電是10~15微米左右。
卷繞和疊片在極組成型上存在工藝差異。
4680圓柱電池卷繞過程
卷繞:單卷軸方式,中間空心;
全極耳:采用高速氣體吹折彎極耳。

特斯拉4680圓柱電芯卷繞
方形電池卷繞過程
卷繞:雙卷軸,速度慢于單卷軸;
極耳:極耳平齊。

方形電芯卷繞
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
