熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A


通過控制極片的速度、 張力、尺寸、偏差等因素,將分條后尺寸相匹配的極片及隔膜、終止膠帶等卷成極芯的一種生產(chǎn)工藝。
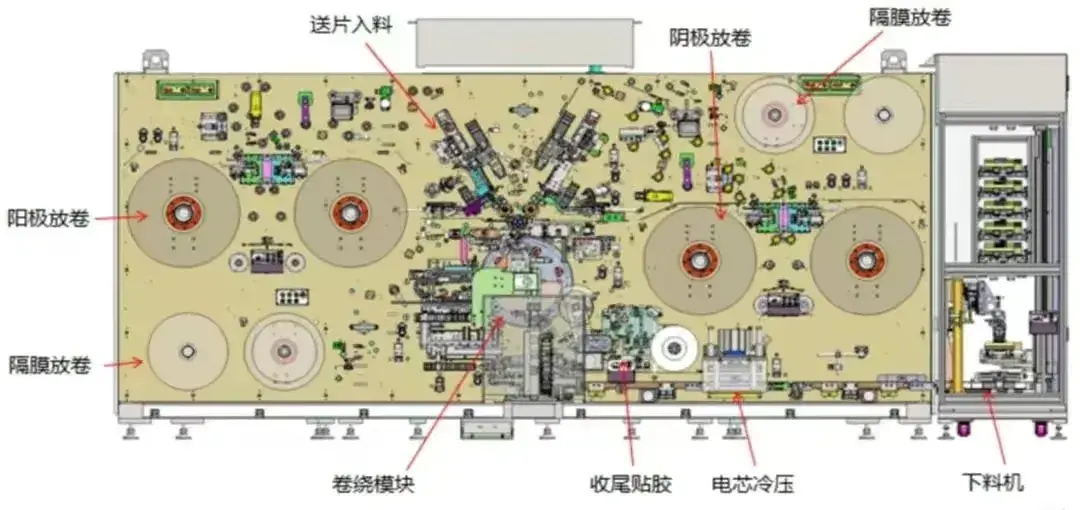
圖1 卷繞設(shè)備
01設(shè)備分類概述
1.1 主流卷繞機(jī)分類
鋰電池卷繞機(jī)是用來卷繞鋰電池電芯的,是一種將電池正極片、負(fù)極片及隔膜以連續(xù)轉(zhuǎn)動(dòng)的方式組裝成芯包的機(jī)器。卷繞機(jī)有正、負(fù)極送料單元,將正負(fù)極隔膜卷繞在一起的部分叫卷針。
依據(jù)卷繞芯包的形狀類型不同,卷繞設(shè)備可以主要分為方形卷繞和圓柱卷繞兩大類。方形卷繞可以細(xì)分為方形自動(dòng)卷繞機(jī)和方形制片卷繞一體機(jī)兩類,方形卷繞出來的電芯主要用來制作動(dòng)力/儲(chǔ)能方形電池、數(shù)碼類電池等。不同種類的電池卷繞設(shè)備如圖2所示。
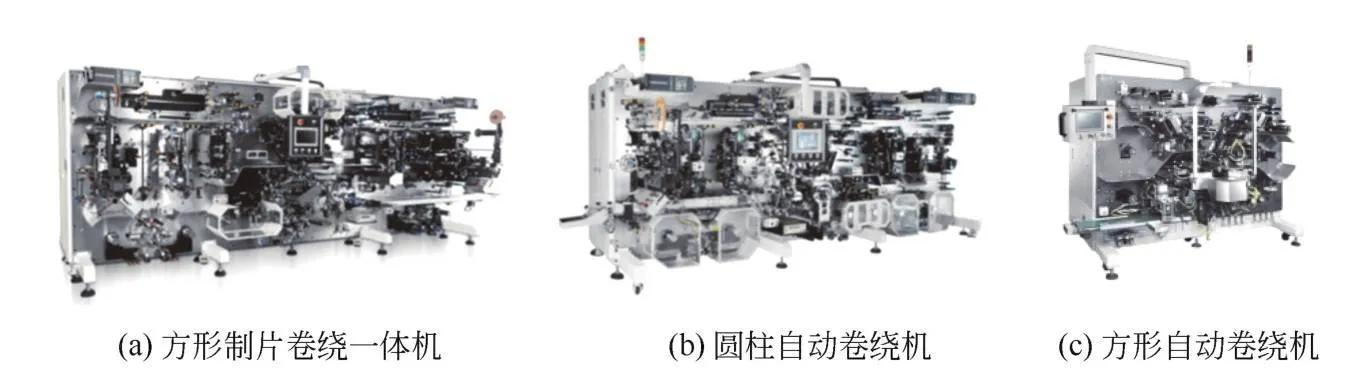
圖2 不同種類的電池卷繞設(shè)備
依據(jù)卷繞機(jī)的自動(dòng)化程度可以劃分為手工、半自動(dòng)、全自動(dòng)和一體機(jī)等類型。按照制作的芯包大小可以劃分為小型、中型、大型、超大型等。
表1 卷繞機(jī)規(guī)格芯包尺寸對(duì)照表

鋰電池自動(dòng)化生產(chǎn)設(shè)備的出現(xiàn)始于日本Kaido公司于1990年成功研發(fā)的第一臺(tái)方形鋰電池卷繞機(jī)。韓國Koem公司于1999年成功開發(fā)出鋰電池卷繞機(jī)和鋰電池裝配機(jī)。隨后鋰電池自動(dòng)化生產(chǎn)設(shè)備開始發(fā)展起來,但日韓始終處于領(lǐng)頭羊的地位,憑借良好的技術(shù)與聲譽(yù)占據(jù)著市場的主要份額。國內(nèi)卷繞制造設(shè)備始于2006年,從半自動(dòng)圓形、半自動(dòng)方形卷繞、自動(dòng)化制片開始,之后是組合自動(dòng)化制片卷繞一體機(jī)。
1.2 卷繞工藝發(fā)展的困境
不可否認(rèn),基于多年的技術(shù)沉淀和積累,卷繞工藝在生產(chǎn)設(shè)備、技術(shù)工藝、效率、成本等方面都具有明顯的優(yōu)勢,但在車規(guī)級(jí)動(dòng)力電池對(duì)于標(biāo)準(zhǔn)化、大容量和大尺寸的需求趨勢下,卷繞工藝已經(jīng)開始“力不從心”。
下圖顯示的是卷繞電芯的標(biāo)準(zhǔn)結(jié)構(gòu)特性,兩端有圓角區(qū)域(圖3)。在電池的充放電過程中,因?yàn)榕蛎浐褪湛s不一致,會(huì)導(dǎo)致極片與隔膜間隙變大,當(dāng)此處的電解液不富裕時(shí),將影響容量的發(fā)揮,長時(shí)間的使用會(huì)帶來析鋰安全問題。并且,隨著能量密度提升的要求,負(fù)極逐步導(dǎo)入硅負(fù)極體系,由于硅負(fù)極極片膨脹大,卷繞式極組容易出現(xiàn)內(nèi)圈極片斷裂,影響電池使用壽命,限制了硅材料添加量。卷繞電芯變形及圓角區(qū)間隙變形如圖4與圖5所示。

圖3 卷繞電芯圓角區(qū)示意圖
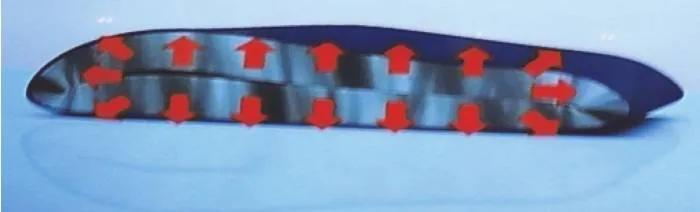
圖4 卷繞電芯變形
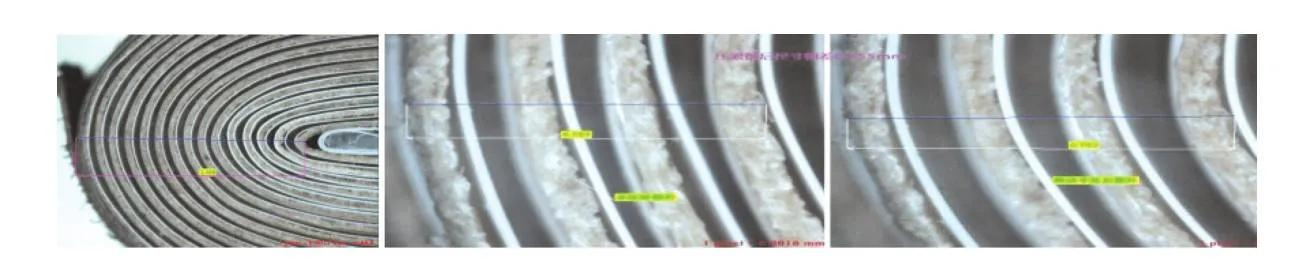
圖5 卷繞電芯圓角區(qū)間隙變形
1.3 卷繞機(jī)未來發(fā)展方向
①高速、高精度:卷繞極片的線速度由現(xiàn)有的2~3m/s發(fā)展到5m/s,卷繞極片對(duì)齊精度由現(xiàn)有的±0.3mm提升至±(0.1~0.2)mm。
②高合格率:CPK由1.33到1.67,最終發(fā)展到2.0以上,達(dá)到免檢水平。
③穩(wěn)定性:提升平均無故障時(shí)間,由現(xiàn)有幾十、幾百小時(shí)提升至千、萬小時(shí)的水平。
④設(shè)備實(shí)現(xiàn)數(shù)字化、智能化控制:卷繞張力、極片與隔膜的對(duì)齊度實(shí)現(xiàn)在線監(jiān)控,卷繞參數(shù)和最終電池性能參數(shù)實(shí)現(xiàn)閉環(huán)優(yōu)化,實(shí)現(xiàn)卷繞合格率提升。
⑤激光模切卷繞一體化:激光模切與卷繞工序結(jié)合實(shí)現(xiàn)設(shè)備集成一體化。
⑥高速卷繞機(jī):通過隔膜連續(xù)勻速運(yùn)動(dòng)技術(shù)的突破實(shí)現(xiàn)卷繞效率的倍增。
02設(shè)備原理、組成及關(guān)鍵結(jié)構(gòu)
2.1 卷繞機(jī)原理
主要用于方形電池或圓柱電池裸電芯的自動(dòng)卷繞,設(shè)備采用兩副或以上卷針、單側(cè)抽針的結(jié)構(gòu),卷料正負(fù)極極片和隔膜主動(dòng)放卷、極片隔膜換卷、自動(dòng)糾偏、自動(dòng)張力檢測與控制,極片由夾輥驅(qū)動(dòng)機(jī)構(gòu)引入卷繞部分,與隔膜一同按照工藝要求進(jìn)行自動(dòng)卷繞。卷繞完成后自動(dòng)換工位、切斷隔膜和貼終止膠帶,成品裸電芯自動(dòng)下料后,經(jīng)過預(yù)壓、掃碼,良品成品裸電芯自動(dòng)轉(zhuǎn)移到托盤中再轉(zhuǎn)移到后工序。不良品裸電芯自動(dòng)卸料到不良品裸電芯收集處。其工藝流程如圖6所示。
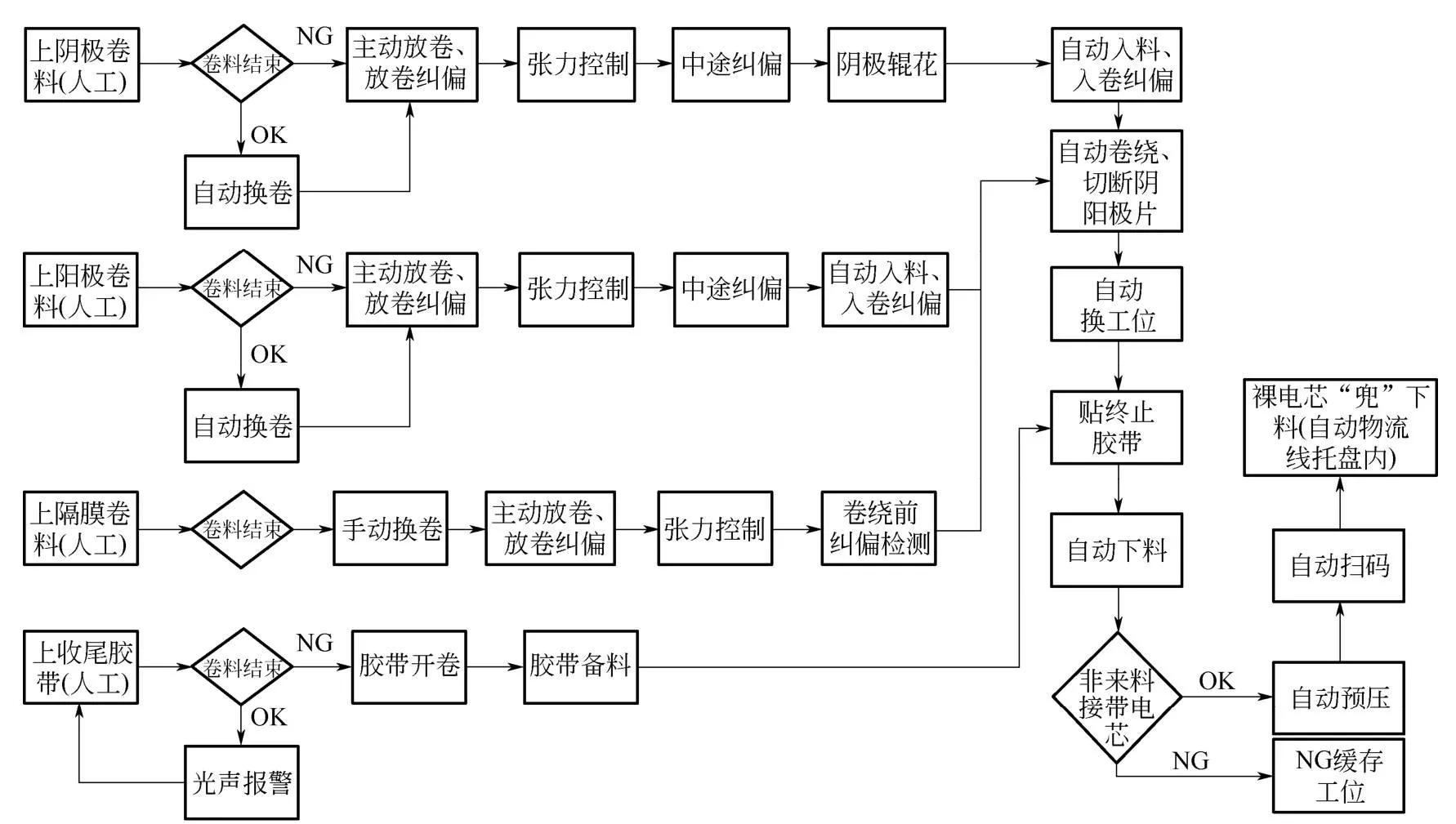
圖6 卷繞設(shè)備工藝流程圖
2.2 卷繞機(jī)理說明
①預(yù)卷繞:正負(fù)極片初始送極片過程,該過程中正負(fù)極片是送極片電機(jī)以恒定的速度控制送料速度,需要控制卷針的旋轉(zhuǎn)角速度與該送極片速度匹配。該過程涉及6個(gè)電機(jī)。其中涉及兩類同步:隔膜的放卷速度與卷針?biāo)俣鹊耐剑凰蜆O片速度與卷針的速度同步。
②卷繞過程:在完成了正負(fù)極片初始送極片過程后,正負(fù)極片被隔膜裹緊,并繞卷針纏繞一周后的卷繞。該過程中通過檢測料卷的張力大小調(diào)整極片放料電機(jī)的放料速度,以保證卷繞過程中料卷的恒定張力。
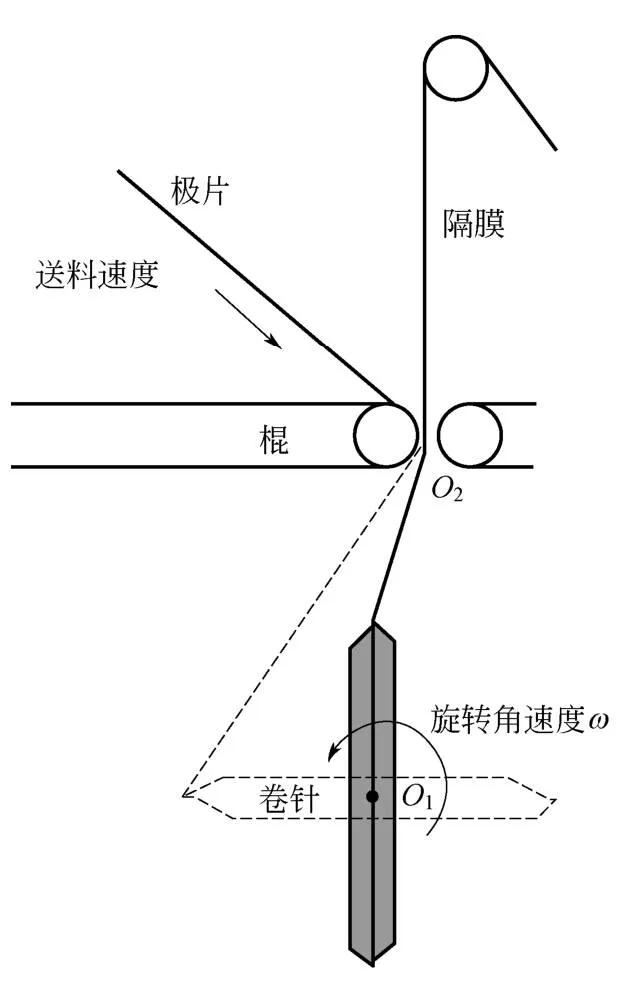
圖7 卷繞過程示意圖
卷繞過程示意圖如圖7所示。該過程涉及6個(gè)電機(jī)。其中涉及兩類同步:隔膜的放卷速度與卷針?biāo)俣鹊耐剑粯O片放料速度與卷針的速度同步。預(yù)卷繞中的控制問題屬于開環(huán)控制問題,兩者之間是否真正的同步?jīng)]有反饋量標(biāo)定,這就要求我們建立準(zhǔn)確的卷繞速度模型。卷繞中存在料卷的張力測量,可以在控制中采用閉環(huán)反饋控制技術(shù)。
另外,卷繞過程中,我們實(shí)際控制的是各電機(jī)轉(zhuǎn)動(dòng)頻率,而實(shí)際速度是各料卷以及卷針卷繞實(shí)際半徑的函數(shù),該半徑是動(dòng)態(tài)變化過程。目前,在沒有實(shí)際傳感器測量的情況下,我們假設(shè)料卷一次上料后,中間半徑的變化規(guī)律完全符合阿基米德螺旋線定律,不考慮其中人為換卷的影響。而且初始卷料半徑通過程序預(yù)先設(shè)定。
③卷繞過程動(dòng)態(tài)建模:由于預(yù)卷繞過程屬于開環(huán)控制,準(zhǔn)確的數(shù)學(xué)模型是決定所做系統(tǒng)成敗的關(guān)鍵。
2.3 設(shè)備組成及關(guān)鍵結(jié)構(gòu)
設(shè)備主要模塊清單包括:極片/隔膜自動(dòng)放卷模塊,極片/隔膜換卷模塊,自動(dòng)糾偏模塊,導(dǎo)輥模塊,極耳導(dǎo)向撫平模塊,主驅(qū)模塊,張力控制模塊,張力測量/顯示與儲(chǔ)存模塊,極片入料模塊,隔膜除靜電裝置,極耳打折/翻折及極片破損檢測模塊,CCD在線檢測模塊,極片切斷模塊,除塵系統(tǒng),極片和隔膜不良品單卷與剔除模塊,卷繞頭組件,隔膜切斷模塊,隔膜吸附模塊,貼終止膠帶模塊,自動(dòng)卸料模塊,裸電芯預(yù)壓模塊,下料模塊,設(shè)備框架和大板模塊。
卷繞機(jī)布局示意圖如圖8所示。
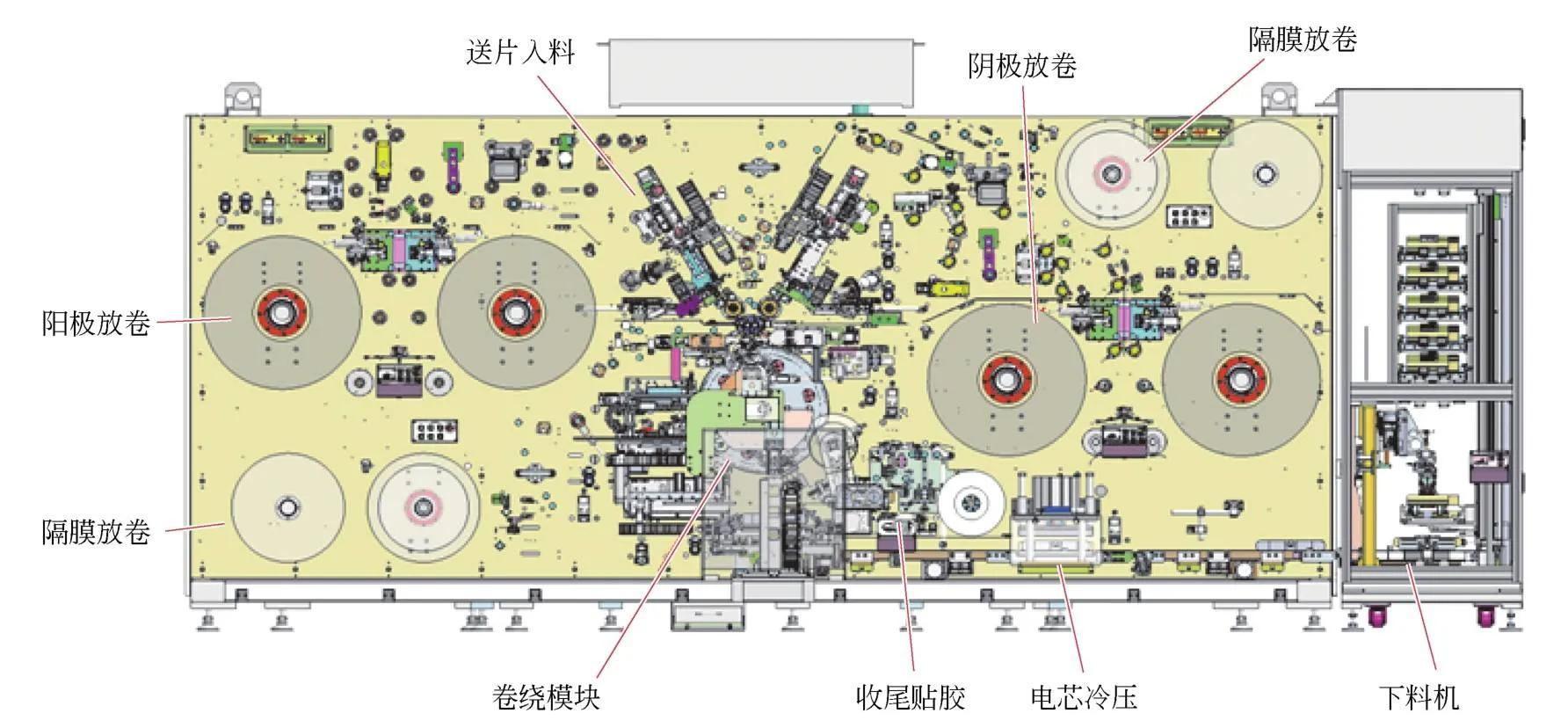
圖8 卷繞機(jī)布局示意圖
關(guān)鍵結(jié)構(gòu)如下:
①極片/隔膜自動(dòng)放卷系統(tǒng):由極片/隔膜自動(dòng)放卷軸、接帶組件、放卷糾偏等組成。實(shí)現(xiàn)由極片/隔膜卷料的固定、自動(dòng)放卷、極片自動(dòng)換卷等功能。放卷軸采用機(jī)械或氣動(dòng)脹緊方式,輔助塊規(guī)、邊緣檢測等機(jī)構(gòu)便于快速定位。
②自動(dòng)糾偏模塊:由多級(jí)糾偏機(jī)構(gòu)組成,糾偏方式可采用掛軸移動(dòng)、導(dǎo)輥擺動(dòng)、夾輥驅(qū)動(dòng)等多種糾偏方式。通過對(duì)物料走帶邊緣實(shí)時(shí)檢測、控制和顯示,實(shí)現(xiàn)物料邊緣在走帶過程中實(shí)時(shí)修正。傳感器位置設(shè)置避免粉塵堆積,影響邊緣值檢測的準(zhǔn)確性。主要參數(shù)放卷糾偏精度±0.2mm,過程糾偏精度±0.1mm。
③張力控制系統(tǒng):由張力檢測傳感器、張力執(zhí)行機(jī)構(gòu)和顯示儲(chǔ)存模塊組成。張力執(zhí)行機(jī)構(gòu)包括直線電機(jī)、低摩擦氣缸或伺服電機(jī)等。張力檢測機(jī)構(gòu)盡可能靠近卷針機(jī)構(gòu)。通過有效地控制物料走帶張力,可以實(shí)現(xiàn)逐圈張力設(shè)置、調(diào)控的功能。要做到精準(zhǔn)控制,不能因卷繞張力問題造成裸電芯變形。卷繞過程中,隨著卷徑的逐漸加大,為保證電芯的緊實(shí)度,張力會(huì)逐漸加大。在每一圈極片內(nèi),需控制張力的波動(dòng)在一定的范圍內(nèi)。單圈內(nèi)極片、隔膜張力波動(dòng)情況如圖9所示。
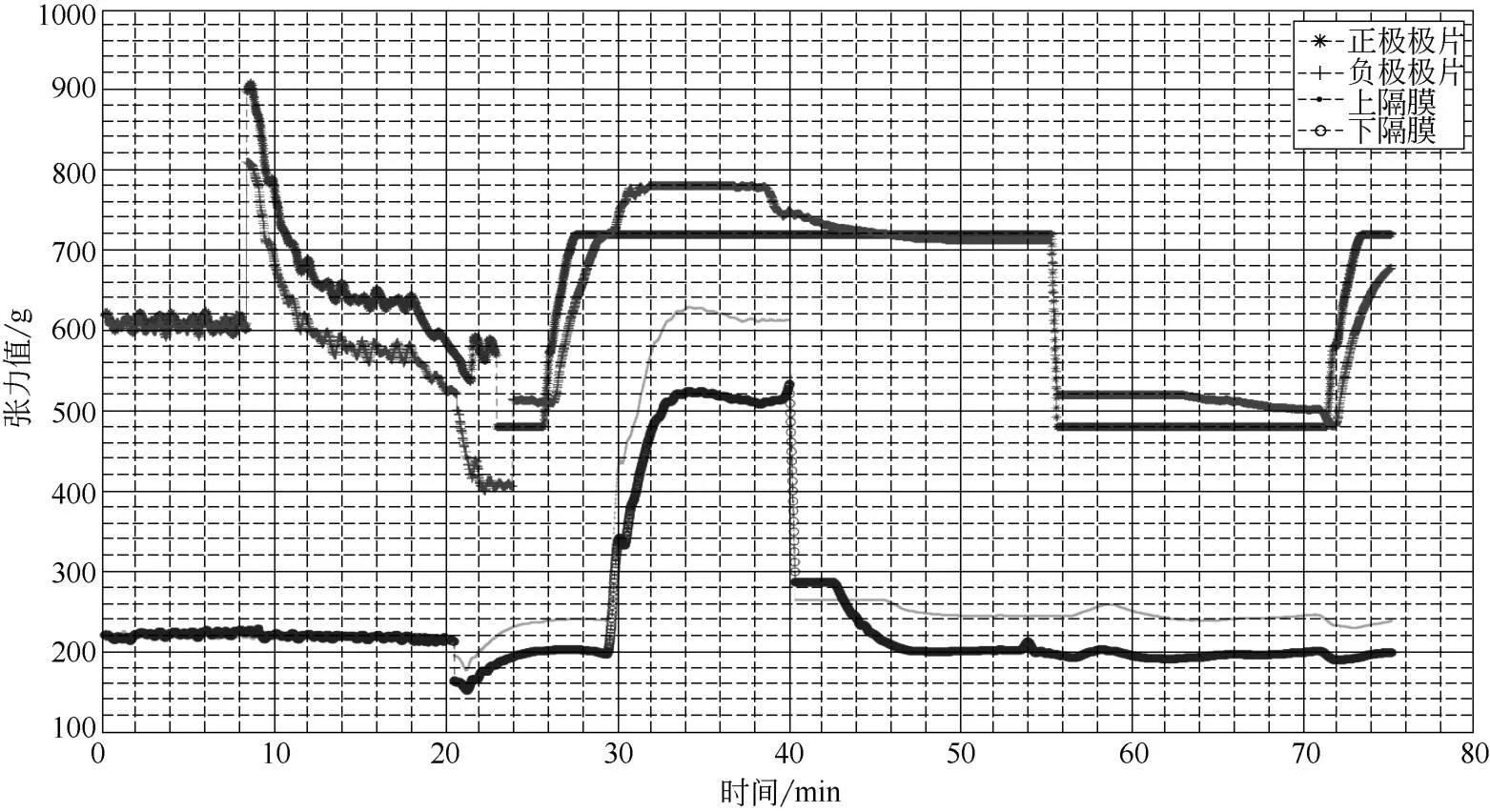
圖9 極片單圈內(nèi)極片、隔膜張力波動(dòng)情況
④極片入料模塊:由正負(fù)極夾輥驅(qū)動(dòng)機(jī)構(gòu)、送料機(jī)構(gòu)組成,完成卷繞前極片的入料。卷繞過程中入料位及物料間相對(duì)位置不發(fā)生變化,入料夾輥和卷入前的極片自由長度在保證入料和收尾的前提下越短越好。極片入料處具備入料吹氣導(dǎo)向功能,并使用數(shù)顯式氣壓監(jiān)測,吹氣和導(dǎo)向方向角度可調(diào)并配有角度刻度盤。同時(shí)入料有效、低噪聲、無污染、傾斜角度方便量化調(diào)節(jié)。
⑤極片切斷模塊:由正負(fù)極極片壓緊、切斷機(jī)構(gòu)組成,可實(shí)現(xiàn)自動(dòng)檢測極片尾部mark孔(激光模切制作),數(shù)到設(shè)定極耳數(shù)后,或通過識(shí)別極耳間距,再走完定長切斷極片,還可實(shí)現(xiàn)計(jì)長切斷極片的功能。切刀刃部建議采用鎢鋼等硬質(zhì)材料,且動(dòng)刀刃部和定刀刃部都有角度要求。另外,切刀位需要有隔離防護(hù)擋板和警示標(biāo)識(shí),同時(shí)做防粘處理。
⑥極片和隔膜不良品單卷與剔除模塊:由伺服電機(jī)、聯(lián)軸器、直線導(dǎo)軌機(jī)構(gòu)組成,并通過程序設(shè)置完成單獨(dú)剔除功能。實(shí)現(xiàn)不良正負(fù)極極片獨(dú)立無隔膜單卷和隔膜單卷剔除功能。當(dāng)檢測到正負(fù)極極片不良時(shí),可自動(dòng)實(shí)現(xiàn)與隔膜一起卷繞剔除,也可實(shí)現(xiàn)獨(dú)立分別剔除。不良品采用獨(dú)立機(jī)構(gòu)卸料至壞品盒內(nèi)。無隔膜單卷過程中極片不與其他部件產(chǎn)生干涉或摩擦,不影響下一個(gè)物料的糾偏。
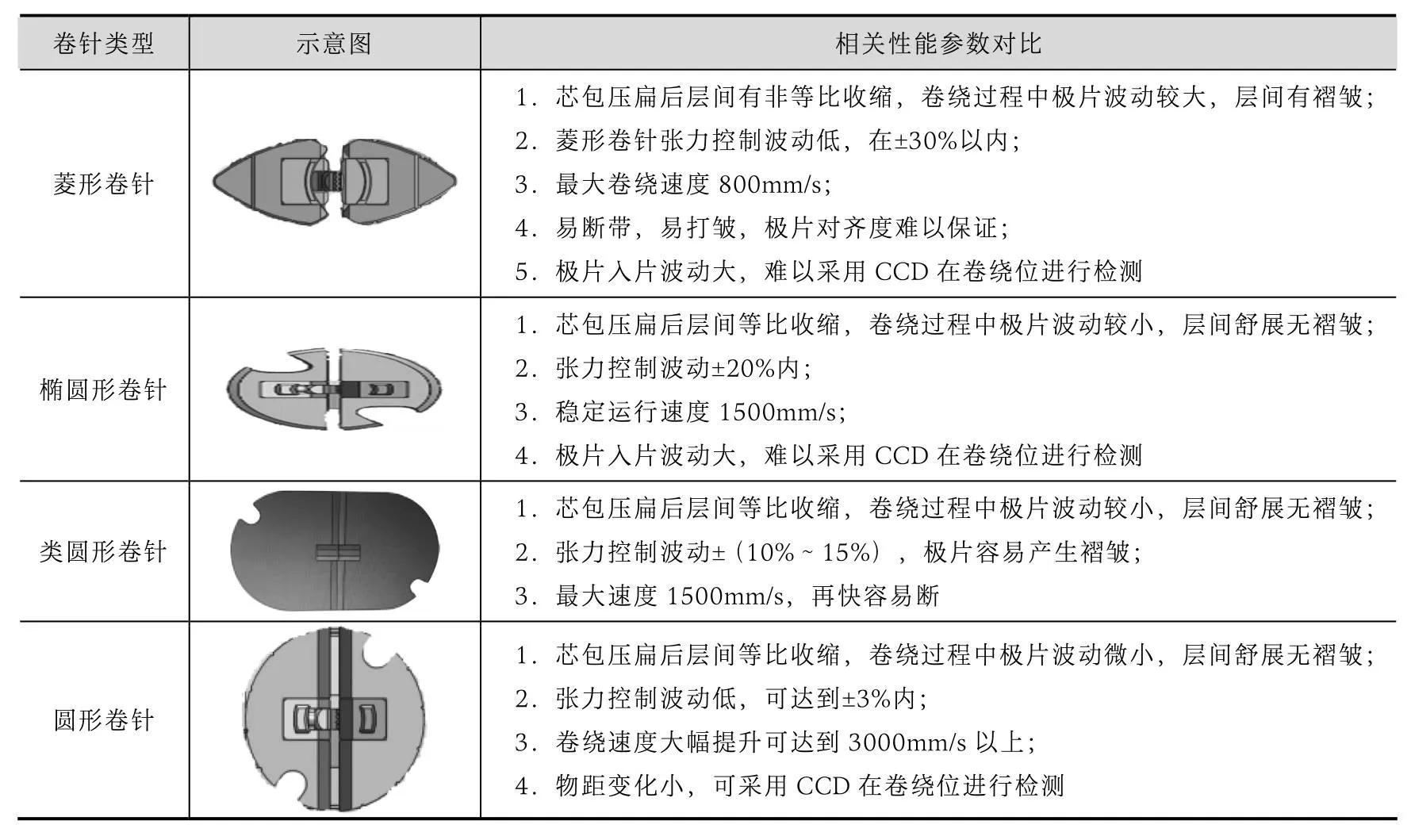
⑦卷繞模塊:由雙工位或多工位機(jī)構(gòu)設(shè)備雙伺服電機(jī)或多伺服電機(jī)驅(qū)動(dòng)機(jī)構(gòu),對(duì)應(yīng)2套或多套卷針機(jī)構(gòu)。同時(shí)配置換工位后轉(zhuǎn)塔鎖緊、定位機(jī)構(gòu)。實(shí)現(xiàn)電芯的卷繞和不同卷繞工位的自動(dòng)轉(zhuǎn)換,并能實(shí)現(xiàn)恒線速度卷繞。可以實(shí)現(xiàn)正極或負(fù)極先入料卷繞、正負(fù)極同時(shí)入料卷繞的功能。在卷繞電芯制作過程中,防止電芯內(nèi)部褶皺的產(chǎn)生是非常重要的事項(xiàng)。電芯內(nèi)部的褶皺將導(dǎo)致電池在實(shí)際使用過程中的局部析鋰,從而帶來非常大的安全風(fēng)險(xiǎn)。針對(duì)褶皺的產(chǎn)生,存在卷繞褶皺定律:針對(duì)不同的卷針,卷繞芯包層間會(huì)存在褶皺的可能。產(chǎn)生褶皺的原因是當(dāng)極片在卷針逐圈積累過程中,極片層間增大半徑δ,同時(shí)極片的積累長度也會(huì)增大,當(dāng)極片的積累周長長度增大變化率與卷繞半徑增長率不相等時(shí),卷繞抽針芯包壓扁后,內(nèi)部極片將產(chǎn)生褶皺現(xiàn)象,這就是卷繞褶皺定律。一般菱形卷針由于結(jié)構(gòu)特性,在卷繞過程中極片張力波動(dòng)較大,卷繞過程中極片周長增長率與半徑增長率不一致,從而會(huì)導(dǎo)致層間褶皺現(xiàn)象的產(chǎn)生。相比較來說,橢圓形、類圓形、圓形卷針就不存在褶皺的問題。不同類型卷針對(duì)比見表2。
表2 不同類型卷針對(duì)比表
⑧隔膜切斷模塊:由熱切刀機(jī)構(gòu)和防護(hù)機(jī)構(gòu)組成,可按照產(chǎn)品所需隔膜長度將隔膜切斷。切刀部位需要有高溫及刃部安全防護(hù)和警示標(biāo)識(shí),同時(shí)有隔熱裝置。具有吹氣和轉(zhuǎn)塔主軸撫平輥撫平切斷后隔膜、防止隔膜打皺的功能。在隔膜切斷后需要立刻吸附隔膜,防止由于隔膜靜電大而造成隔膜卷曲,最終導(dǎo)致隔膜收尾不良。
⑨終止膠帶粘貼模塊:由自動(dòng)備膠、膠帶mark孔感應(yīng)器、貼膠輥等組成。卷料膠帶開卷后按所需長度自動(dòng)備好膠帶,自動(dòng)檢測膠帶mark孔,貼在裸電芯側(cè)面拐角處或收尾處。終止膠帶粘貼機(jī)構(gòu)設(shè)計(jì)成帶有自適應(yīng)性的結(jié)構(gòu),膠帶的粘貼位置可根據(jù)裸電芯在卷針上的位置變化而進(jìn)行調(diào)整。膠帶放卷機(jī)構(gòu)具備主動(dòng)放卷功能且具有除靜電功能。
⑩預(yù)壓下料模塊:由裸電芯卸料機(jī)構(gòu)、裸電芯預(yù)壓、裸電芯下料轉(zhuǎn)移機(jī)構(gòu)等組成。自動(dòng)從卷針上面下料,在良品裸電芯運(yùn)輸過程中實(shí)現(xiàn)對(duì)裸電芯的預(yù)壓,預(yù)壓后對(duì)電芯表面的二維碼進(jìn)行掃碼綁定信息,然后由傳輸皮帶將電芯轉(zhuǎn)移到下料機(jī)。與裸電芯接觸的壓板需防粘電芯處理,同時(shí)具有預(yù)壓壓力感應(yīng)器,不損傷裸電芯。
?除塵系統(tǒng):由正負(fù)極片切刀處除塵裝置、毛刷裝置、除靜電組件、正負(fù)極片/隔膜磁棒、分離式防塵外罩、FFU系統(tǒng)等組成。吸取或除去極片、隔膜和裸電芯表面粉塵以及防止環(huán)境粉塵進(jìn)入裸電芯。并且除塵器進(jìn)/出風(fēng)管采用阻燃、防靜電材料,管內(nèi)壁光滑,濾芯為防靜電材質(zhì),進(jìn)出風(fēng)管避免直角拐彎。整體式封閉防塵外罩采用分隔式透明外罩和隔板,隔離出不同區(qū)間,即正負(fù)極極片區(qū)、隔膜區(qū)、卷繞區(qū)、卸料區(qū),以防止物料間粉塵相混及外部粉塵的混入。同時(shí)通過使用FFU控制設(shè)備內(nèi)部的空氣流向,始終保持卷繞機(jī)內(nèi)部呈略高于外界的正壓狀態(tài)。所有旋轉(zhuǎn)連接件、扣合件、蓋板和拉帶配合位置等摩擦碰撞發(fā)生區(qū)域,應(yīng)使用金屬和非金屬配合或全非金屬材料配合。需采用禁銅氣動(dòng)元件以及非銅/鋅材質(zhì)以及無銅/鋅表面處理的配件,防止金屬銅、鋅粉塵的產(chǎn)生和污染。負(fù)壓吸塵管路匯集到一個(gè)吸塵總管后引出設(shè)備,整個(gè)流場經(jīng)過仿真模擬,進(jìn)風(fēng)管道風(fēng)速有一定的要求,同時(shí)避免直角拐彎,如果彎管大于45°需要檢修口。
?極片過程檢測系統(tǒng):由多套高分辨率工業(yè)相機(jī)、機(jī)械視覺光源、安裝機(jī)構(gòu)、工控機(jī)及顯示器等組成。視覺CCD相機(jī)拍取電芯四個(gè)角位的陰極極片、陽極極片與上下隔膜和既定標(biāo)示之間位置的圖片,通過PC機(jī)器視覺軟件分析物料邊緣或分界邊與標(biāo)示位置的二維距離,再通過計(jì)算機(jī)運(yùn)算實(shí)時(shí)得到同一圈陽極與上隔膜、同一圈陰極與陽極、同一圈陰極AT9與陽極、同一圈下隔膜與陰極、上一圈陰極與下一圈陽極的錯(cuò)位值,并實(shí)現(xiàn)實(shí)時(shí)以散點(diǎn)連接曲線和圖層顯示在顯示器或觸摸屏上。同時(shí)系統(tǒng)對(duì)電芯錯(cuò)位值進(jìn)行處理,計(jì)算出每個(gè)裸電芯層與層之間錯(cuò)位值的最大值、最小值、平均值等,檢測范圍為電芯第一圈至最后一圈全檢。
CCD檢測示意圖如圖10所示。檢測系統(tǒng)安裝在卷繞機(jī)卷針外側(cè)附近,不影響設(shè)備卷繞部件的動(dòng)作及操作,角度及離大板距離連續(xù)可調(diào)。結(jié)構(gòu)件需強(qiáng)度高、安裝牢固,不對(duì)測量精度產(chǎn)生影響。相機(jī)和鏡頭同時(shí)有防撞設(shè)計(jì),避免意外碰撞導(dǎo)致的結(jié)構(gòu)件位置變動(dòng)或損壞。
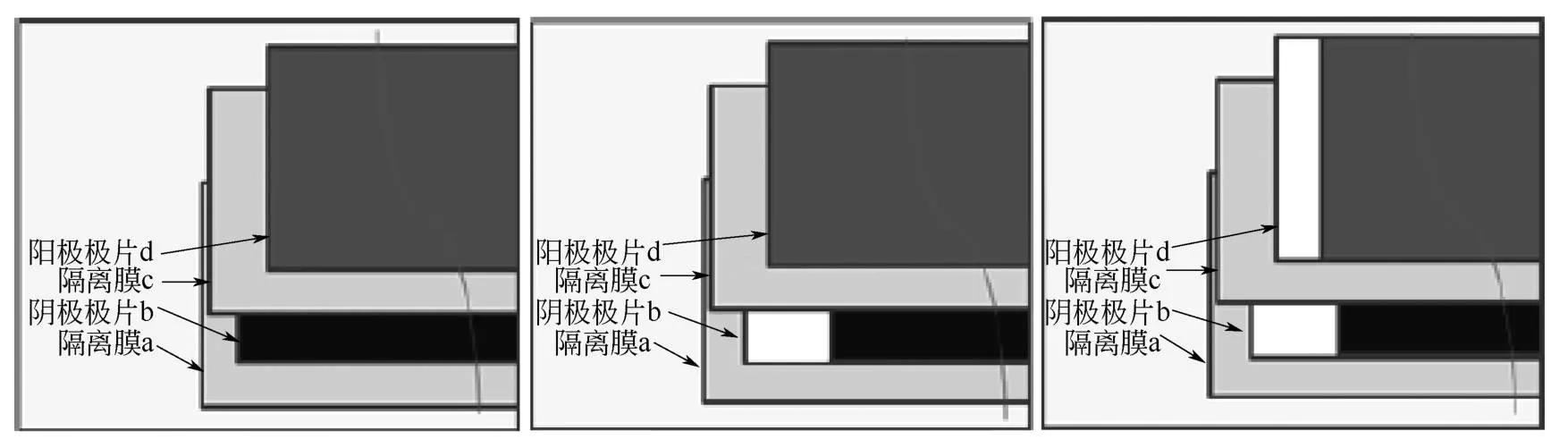
圖10 CCD檢測示意圖
03設(shè)備選擇與應(yīng)用案例
(1)明確來料工藝
確認(rèn)來料兼容要求:正負(fù)極極片寬度、厚度范圍、波浪邊、蛇形彎、料卷卷徑、卷筒內(nèi)徑等參數(shù)。
(2)明確產(chǎn)品規(guī)格
①確認(rèn)兼容裸電芯規(guī)格,主要參數(shù)包括電芯厚度、寬度、高度等(表3)。
表3 電芯規(guī)格示例

電芯尺寸如圖11所示。
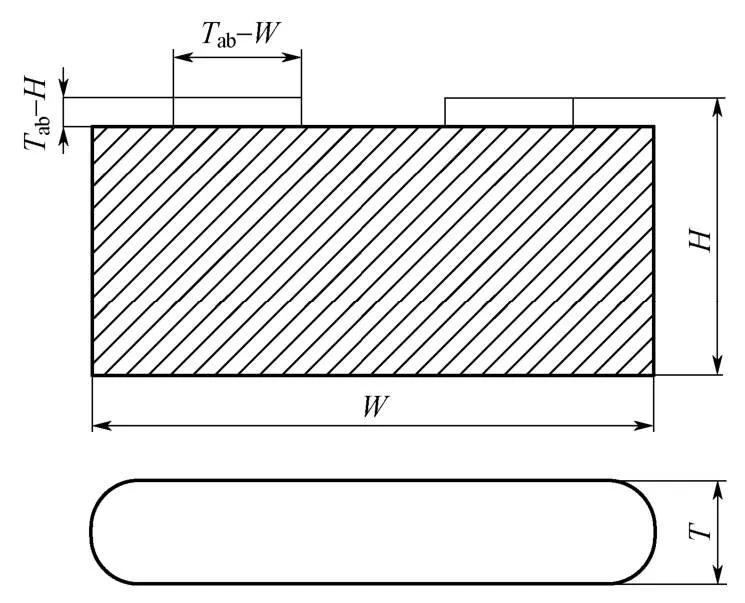
圖11 電芯尺寸示意圖
②明確貼膠工藝,采用單面貼膠或雙面貼膠方式。明確膠帶的寬度、貼膠長度等尺寸。
(3)明確設(shè)備配置
①功能配置:依據(jù)來料工藝及產(chǎn)品規(guī)格來確認(rèn)設(shè)備整體配置要求,放卷配置包括正負(fù)極雙放卷及自動(dòng)換卷功能,隔膜雙掛軸放卷,人工換卷;糾偏控制包括極片過程三級(jí)以上糾偏。卷繞頭采用直驅(qū)驅(qū)動(dòng)方式,卷針種類采用菱形卷針、橢圓卷針或圓形卷針,卷針數(shù)量采用雙卷針或三卷針。卷針下料采用雙夾爪方式進(jìn)行下料。電芯下料后進(jìn)行電芯預(yù)壓,再進(jìn)行下料流轉(zhuǎn)。
②制定機(jī)械、電氣、信息系統(tǒng)通用規(guī)范并執(zhí)行。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A
