熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


一、鋰電池工作原理
鋰電池的正極材料是氧化鋰鈷,負極材料是碳材;
電池通過正極產生的鋰離子在負極碳材中的嵌入與遷出來實現電池的充放電過程。
二、電芯的工藝流程
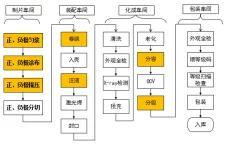
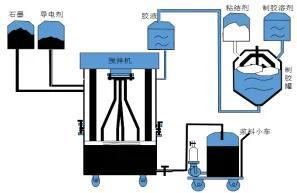
一)、正負極合/勻漿

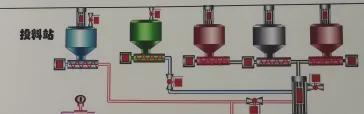
1、配料
生產工序:
1)、溫度露點儀:手持式露點儀、溫濕度儀(環境要求,溫度、露點≤-35°C、正極投料間負極濕度)
2)、異物管控:參見 標準
3)、自動上料機和計量器:
☆配比:LFP:SP:PVDF:導電漿料(每個企業不同),設備控制面板檢測,品質檢驗記錄表記錄
重量:根據BOM單核算物料重量、設置各物料流量物料重量,精度±0.2%
報警系統:重量報警系統開啟,流量異常自動報警
稱重系統:精度(根據材料體系略有不同),標準砝碼(用于校準自動稱重體系),合漿計量稱重系統校準記錄表記錄
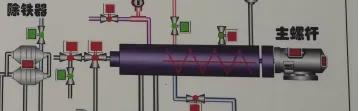
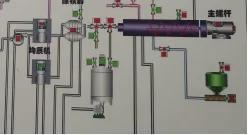
二)、螺桿混合(有濕混和干混兩種模式;也存在螺桿差異,例如單螺桿或雙螺桿;)
生產工序:
1、緩存罐
☆漿料的溫度,25~55度,顯示屏文字報警監控
轉速:主螺桿轉速550±40RPM(每分鐘的旋轉次數)側喂料機25~42Hz
工序的特殊特性:
1、主、副螺桿的轉速
2、螺桿旋轉方向
3、除鐵器材質、篩網最小目數、清潔頻次和定期的異物分析
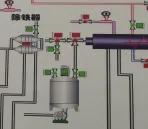
三)、均質分解

生產工序:
1、均質機
轉速:一般3500±500RPM,設備有超限報警功能
☆漿料的溫度,25~55度,顯示屏文字報警監控、超限報警功能
工序的特殊特性:
1、刀組定期檢查并更換,一般根據均質的體量
2、均質機定期保養,內部不能用毛刷或金屬球類工具清潔
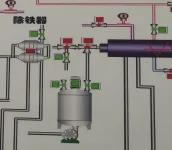
四)、除磁、刮刀過濾
生產工序:
1、刮刀過濾器、磁過濾器
刮刀過濾器清洗,刮刀過濾器清洗無異物,頻率2次/月
磁過濾器清洗,永磁棒清潔無異物,頻率2次/月
2、磁性要求
主粉投料倉、主螺旋出料磁性:≥120000*80%GS,高斯計測量 頻次1次/10天
分散釜出料磁性:≥8000*60%GS 高斯計測量 頻次1次/10天
作用:清除粉狀、顆粒狀及液體或漿料中的鐵磁性雜質,廣泛適用于陶瓷、電力、礦業、塑料、化工、橡膠、制藥、食品、、、、、
工序的特殊特性:
1、除鐵器材料
2、振動板頻率設定及電機定期檢測
3、定期定量取樣分析
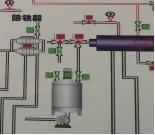
五)、高速分解

生產工序:
1、分散釜
真空度,≤-0.090Mpa
攪拌速度:
入料:公轉30rmp,自轉0rmp
高速分散:公轉30rmp,自轉1500rmp
低速分散:公轉30rmp,自轉0rmp 設備控制面板監控
☆漿料溫度:25~55°C
工序的特殊特性:
1、電機轉速穩定性
2、氣壓值檢測
3、溫度抽樣檢測
六)、測漿料粘度、固含量、細度
生產工序:
1、固含量測試儀
☆固含量,(60±3)%,鹵素水分測試儀,頻次1次/缸,品質檢驗記錄/SPC控制
漿料溫度,20±5°C,紅外溫槍,頻次1次/缸
2、粘度計
漿料溫度在(20±3)°C條件下,測試主螺桿粘度:4500±500mPa.s,粘度計
☆取料勺在分散釜內來回攪動4~5次
漿料溫度在(25±3)°C條件下,測試主螺桿粘度:3500±500mPa.s,粘度計
工序的特殊特性:
1、固含量每批專用測試儀
2、漿料每批粘度檢測
3、比較好的企業能夠做到在線設備自動檢測
七、除磁、刮刀過濾
生產工序:
1、刮刀過濾器、磁過濾器
刮刀過濾器清洗,刮刀過濾器清洗無異物,頻率3次/月
磁過濾器清洗,永磁棒清潔無異物,頻率3次/月
2、磁性要求
主粉投料倉、主螺旋出料磁性:≥120000*80%GS,高斯計測量 頻次1次/10天
分散釜出料磁性:≥8000*80%GS 高斯計測量 頻次1次/10天
作用:清除粉狀、顆粒狀及液體或漿料中的鐵磁性雜質,廣泛適用于陶瓷、電力、礦業、塑料、化工、橡膠、制藥、食品、、、、、
工序的特殊特性:
1、除鐵器材料
2、振動板頻率設定及電機定期檢測
3、定期定量取樣分析
八、出料緩存生產工序:
1、中轉罐
真空度:≤-0.090Mpa
抽真空時間:≥0.8小時
除磁效果:磁性雜質含量≤200ppb(濃度單位,百萬分之一),頻次3次/月
工序的特殊特性:
1、氣壓檢測
2、使用時機監控
3、定時攪拌防止結塊
4、固定的存放地點
二、正極勻漿
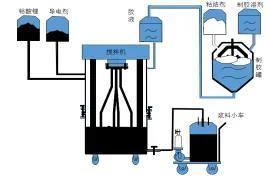
勻漿:將液體與液體、固體與液體物料進行充分的混合、溶解和分散。
通過對漿料的粘度和固含量評價漿料品質
過程功能要求:將粉體材料與溶劑粘結劑充分分散混合;
過程性能要求:漿料粘度均一、穩定,無沉降、分層、團聚、氣泡等不良,無金屬雜質引入;
制程環境要求:環境濕度控制,體系溫度控制,真空度要求;
制程參數控制:攪拌時間控制,設備轉速控制;
三、金屬離子對電池的影響

1、金屬元素的氧化還原電位,在電池正負極的電極電位之間時,就會發生陽極氧化及陰極還原反應,導致正極表面的金屬溶解后在負極表面析出,如此累加就會形成金屬電子橋貫穿隔膜。
2、金屬電子橋一旦形成,就會導致電池短路或者自放電
3、如此一來銅(不僅限于銅)金屬單質,在正極出現就會成為電池無形的殺手,所以我們必須在正極制片的所有工序防銅等金屬單質。
四、負極勻漿
五、正、負極涂布

涂布:將漿料均勻的涂覆在正負極的基體箔材上

涂布流程:放卷、接片、拉片、張力控制、自動糾偏、涂覆、干燥、張力控制、自動糾偏、收卷、轉運
箔材外觀:表面、切面平整,色澤均一,無明顯亮線、明顯凹凸點、暗痕條紋等;
過程控制點:涂覆量,極片中溶劑達到一定的附著力;
過程性能要求:涂層均勻、極片收卷整齊,無劃痕、黑點、露箔等不良;
制程環境要求:控制涂布機頭溫度、濕度;
制程參數控制:烘箱溫度、刮刀間隙等;
二、涂布(正、負極)

生產工序:
1、溫度露點儀:溫度28±8°C,露點≤-35°C,溫濕度儀,《溫度,露點記錄儀》
2、粉塵測試儀:潔凈度,≤10萬級,粉塵測試儀,《粉塵測試結果登記表》
3、異物管控:參見標準,《清掃基準記錄表》
4、電子天平:
涂炭鋁箔: 鋁箔型號、 (納諾)面密度
(精密涂布)面密度要求、《涂布參數記錄表》1次/卷
5、涂布參數:
涂布速度:45米每分鐘、3次/班
烘箱風量:鼓風風頻、排風分頻,實施監控
篩網目數:刮刀過濾器、科百特過濾器,更換確認
張力:實施監控
放卷張力、 下烘箱張力、收卷張力、 上烘箱張力、后機頭張力;實時監控
烘箱參數:
溫度校準:烘箱溫度內部校準,熱電偶,1次/3月
6、除磁棒
位置:除磁棒距離箔材5~20mm 鋼尺
除磁器清理:除磁棒表面清潔無明顯異物,1次/月,設備點檢
磁性:中轉罐、涂布小車、高斯計
涂布A、B面永磁≥10000*70%GS 1
7、涂布參數設置:
面密度:螺桿泵轉速度
☆單面:面密度測試儀
雙面:400±10g/平方米,打孔器/電子天平
電子天平精確度:允許公差±0.001g,砝碼校檢
刀模面積:標準圓面積公差28.26±0.3平方厘米,二次元檢測
尺寸:
敷料寬:236mm,公差-1~0(走下限)mm,CCD監控,1次/卷/臺

間隙寬:24±2mm CCD監控
錯位:≤0.3mm,CCD監控/PEAK
邊緣寬:12±2mm,CCD監控
CCD校準,CCD內部校準,二次元
削薄區:
寬度:≤15mm,鋼直尺
厚度:微米,萬分尺
8、極片水分
水分測試儀:≤600PPM
9、極卷周轉
緩存架,物料型架,物料外觀無顆粒、劃傷、劃痕、露箔等現象

工序的特殊特性:
1、涂覆壓力
2、面密度實時檢測
3、除鐵器的定期清理和成分分析
4、基材張力檢測
六、輥壓
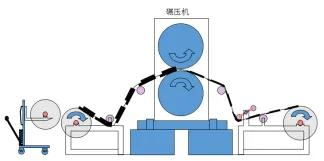
輥壓:將涂布出來的極片輥壓到工藝要求的厚度規格
過程功能要求:極片厚度均勻;
過程性能要求:極片厚度不反彈,收卷要平齊;
制程環境控制:溫濕度、潔凈度;
制程參數控制:輥間隙、壓力及走帶速度;
七、制片輥壓(正極)

生產工序:
1、溫度露點儀,車間溫度露點,溫度、露點;
2、粉塵測試儀,潔凈度,≤10萬級
3、輥壓機
剝離強度:≥150N/m,拉力試驗機
拉力機要求:拉力機內部校核
走速:低速10~20M/mis,速度40M/mis
輥壓厚度:壓力要求:傳動側壓力60~120T,操作側壓力65~125T
萬分尺:微米,厚度測試儀、萬分尺
除磁棒:位置(除磁棒距離箔材5~20mm),定位劃線
除磁棒清理:除磁棒表面清潔,無明顯異物
磁性:≥101000*80%GS
八、分切


過程功能要求:極片寬度;
過程性能要求:無毛刺、掉粉、波浪邊、收卷不齊等異常,同時需要控制收卷直徑;
過程環境控制:濕度、粉塵度控制;
過程參數控制:刀距、吃刀量、收放卷張力、水平輥高度等;
九、制片分切(正極)
1、一次分切:一次分切敷料寬度要求,260±1mm
分切刀壽命管理(≤40萬米)
2、緩存架:物料形貌,外觀良好無破損、打皺、粘輥、過壓、異物管控
3、二次分切:分切刀清潔(分切刀表面干凈、無灰塵,抽吸粉塵(分切過程開啟吸塵裝置)
分切刀壽命管理(分切刀壽命≤20萬米)
分切寬度:125±0.5mm CCD檢測(二次元校準)
分切速度:開啟速度0~15m/min,速度60~85m/min
瑕疵:接帶瑕疵面積≥400平方毫米,漏鉑瑕疵面積≥1平方毫米
破損瑕疵面積≥1平方毫米
打標驗證,使用帶有缺陷的極片進行驗證,漏鉑極片
☆毛刺:毛刺≤0微米(從極片表面算起),金相顯微鏡
4、金相顯微鏡,校準
收卷直徑,≤500mm
5、緩存架,物料形貌,極耳波浪邊要求≤5mm,極耳無褶皺
物料外觀良好、無破損
十、卷繞

過程功能要求:卷繞張力、正極緩沖輪張力、負極緩沖輪張力、隔膜紙張力依工藝標準設定;
過程性能要求:對齊度、極片裁切毛刺、極耳焊接拉力、極耳外露尺寸;
過程環境控制:濕度、粉塵度控制;
過程參數控制: 張力檢測、卷繞轉速、人工接駁、CCD檢測、焊接壓力溫度點檢、焊接短路測試、膠帶檢測;
十一、點焊

點焊:將極耳點焊到極片上
功能要求:焊接牢固,極耳長度要求;
性能要求:無虛焊,過焊情況,膠紙蓋住物料區域;
環境要求:粉塵度、溫濕度要求;
過程參數要求:焊接強度、膠紙長度
焊接不得錯位、超焊、虛焊;
貼膠布不得存在膠布沒有完全蓋住空箔位置
正極露箔:鋁箔與負極活性物質接觸會造成強放熱,極易引發起火爆炸;
負極露箔:負極與正極正對的情況下會導致鋰離子會以金屬鋰的形式析出,極易引發短路造成電池自放電;
十二、入 殼
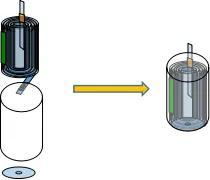
電芯/極組外觀:無損傷、電芯殼體無劃痕、變形、下絕緣片無變形、無缺少、正負極耳無歪斜、褶皺
設備穩定性:不能漏下墊片、墊片異位;
環境要求:粉塵、環境溫濕度達到工藝要求;
十三、注 液
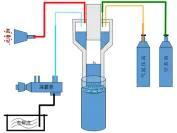
稱量電池注液前后重量:
電池注液量是關聯電池性能的重要指標,每顆電池均要記錄電池的注液量,記錄方式采取差重法,分別記錄電池的注液前重量,注液后重量計算出電池的注液量。
電池注液量偏高:內壓過大,容易漏液鼓殼;
電池注液量偏低:性能下降,內阻增大,容量下降
注液前烘烤及注液過程防水:水分對電池性能影響
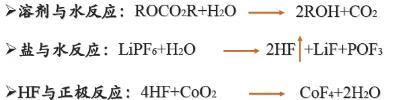
備注:DMC在此與水有類似的反應,造成電池電壓降低甚至鼓殼。基于以上電池在注液前一定要進行水分的烘烤,同時在注液過程一定要控制水分含量
十四、激光焊

激光焊:將上下蓋板與殼體焊接到一起
功能要求:焊接牢固、無漏氣;
性能要求:焊接均勻、無過焊、焊縫寬度;
環境要求:溫濕度要求;
過程參數要求:激光強度、離焦量、模具跳動;
十五、封口
封口尺寸,二封端高
封口壓力: ≥6MPa
封口外觀:端口平整,無裂紋、飛邊、殼身和底部無破損、劃痕
環境粉塵、環境溫濕度:見〈環境控制工藝標準〉
十六、清洗
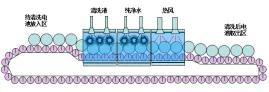
關鍵要點:緩蝕劑的配比、熱風溫度、防銹溫度、走帶速度、
電池外觀:清洗后電芯表面無水珠、發黃、卡料;
十六、殼體噴碼
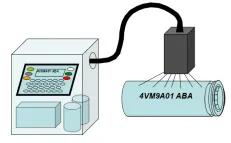
使得殼體噴碼與標識卡上信息吻合
十七、干燥存儲
關鍵要點:
1、RH≤15%, 2、T≤30℃ 3、貯存時間H=40h~48h 4、標識卡與電芯噴碼相符
十八、預充工序關鍵要點:
1.0.2C恒流恒壓充電450分鐘;
2.充電初始1小時內通道亮紅燈的電池需復核,確認是否為零電壓電芯;
3.充電后,每3小時巡檢電芯表面溫度,以確認是否有過熱電芯(電芯表面溫度≥環境溫度+5℃視為過熱電芯);上下柜時不得劃傷鋼殼、熱縮膜; 經過預充后的電池開始有電了,之前工序上的電池是不帶電的.
什么是化成,為什么要化成?
組裝后的電池,被給予一定的電流,使得電池正負極活性物質被激發,最后使電池具有放電能力的電化學過程稱為化成;
電池只有經過化成后才能夠用來作為電源使用。
什么是電池內阻?
是指電池在工作時,電流流過電池內部所受到的阻力。電池內阻值大,會導致電池放電工作電壓降低,放電時間縮短。內阻大小主要受電池的材料、制造工藝、電池結構等因素的影響。是衡量電池性能的一個重要參數。注:測量電池的內阻需用專用內阻儀測量,才能確保所得到的值的精確度。
什么電壓?
電壓是指電池正負極之間的電勢差。一般情況下,Li-ion電池充滿電后開路電壓為4.1—4.2V左右,放電后開路電壓為3.0V左右。通過對電池的開路電壓的檢測,可以判斷電池的荷電狀態。
十九、分容
關鍵要點:
1、所有良品電池均須分出其容量,分容后的數據準確上傳到數據庫;
2、分容過程的電流電壓正常;
3、分容前電池已測完OCV,且該批電芯已做完自放電測試;
什么是分容?
?電池在制造過程中,因工藝原因使得電池的實際容量不可能完全一致,通過一定的充放電制度檢測,并將電池按容量分類的過程稱為分容。
如何計算Li-ion電池的放電容量?
?電池放電容量均是指在一定倍率的恒流下放電至3.00V時所持續的時間。電池在不同溫度下的放電容量均可根據該電池的放電時間(T)和放電電流(I)來計算的公式位: C(mAh)=I(mA)*T(h)。
?以公司的產品為例如,一只BAK18650C4額定容量為2200mAh的電池在常溫下用恒流0.5C(1100mA)放電,由4.2V放電至3.00V時所持續的時間為123min,利用以上的公式計算它的放電容量(C))應是:放電電流I(1100mA)*放電時間123/60(h)=2255mAh, 由此得出該電池的放電容量為2255mAh。
什么是自放電率?
?又稱荷電保持能力,是指電池在開路狀態下,電池所儲存的電量在一定條件下的保持能力。主要受電池的制造工藝、材料、儲存條件等因素的影響。是衡量電池性能的重要參數。
為什么電池要儲存一段時間后才能包裝出貨?
?電池的儲存性能是衡量電池綜合性能穩定程度的一個重要參數。電池經過一定時間的儲存后,允許電池的 容量及內阻有一定程度的變化。經過了一段時間的儲存,可以讓內部各成分的電化學性能穩定下來,可以了解該電池的自放電性能的大小,以便保證電池的品質。
二十、分級
所有托盤內電池必須分出等級;
揀出電池等級與分選臺顯示等級一致;
分揀出的等級電池數量與數據庫一致;
分選臺上亮燈的通道與分選軟件上顯示的通道一致;
掃描所有次品電芯,避免不良品混入良品電芯中
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
